
 In my last post, I showed you a good example of all the things you can do wrong during a lean transformation. Learning from these mistakes gives a list of points that are relevant for a lean transformation. Let me show you what is important for a successful lean transformation.
In my last post, I showed you a good example of all the things you can do wrong during a lean transformation. Learning from these mistakes gives a list of points that are relevant for a lean transformation. Let me show you what is important for a successful lean transformation.
Lean Tools
Posts related to different lean tools, often also known as the lean toolbox. Different methods that can be used to improve the shop floor, although it is risky to use methods on their own without a whole lean system.
Flexible Manpower Lines 4 – How-To do Flexible Manpower Lines
 This is the final post in this series on flexible manpower lines. Since we completed the example line in the last post, I will give you a brief theoretical run-down on how to divide the work among multiple people. I will also show you some easier-to-manage but maybe not-quite-as-efficient alternative options, the bucket brigade and the rabbit chase.
This is the final post in this series on flexible manpower lines. Since we completed the example line in the last post, I will give you a brief theoretical run-down on how to divide the work among multiple people. I will also show you some easier-to-manage but maybe not-quite-as-efficient alternative options, the bucket brigade and the rabbit chase.
Flexible Manpower Lines 3 – Example Line
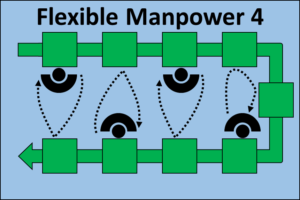
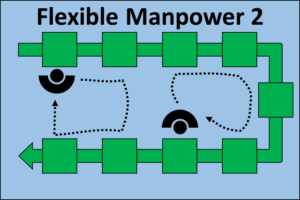
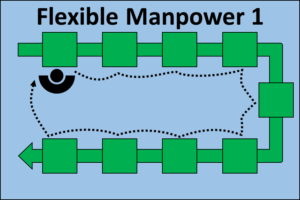
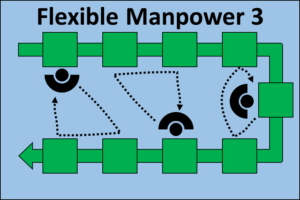 This third post in the series continues with the example on flexible manpower lines. Now we will investigate different options for these flexible manpower lines (also called Shoujinka 少人化). I will show you the details on all options between a single operator and the (sensible) maximum of six operators, and why for our example it does not make sense to use four or five operators.
This third post in the series continues with the example on flexible manpower lines. Now we will investigate different options for these flexible manpower lines (also called Shoujinka 少人化). I will show you the details on all options between a single operator and the (sensible) maximum of six operators, and why for our example it does not make sense to use four or five operators.
Flexible Manpower Lines 2 – Alternatives and Example
 Having a flexible manpower line is a good way to adjust the production capacity to changing demand while still keeping your system leveled. In this second post in my series on flexible manpower lines, I give you some alternatives before going into more details of an example line that we will set up for different numbers of operators in the next few posts.
Having a flexible manpower line is a good way to adjust the production capacity to changing demand while still keeping your system leveled. In this second post in my series on flexible manpower lines, I give you some alternatives before going into more details of an example line that we will set up for different numbers of operators in the next few posts.
Flexible Manpower Lines 1 – Introduction
 Production lines with manual labor often have the possibility of adjusting manpower due to demand. Such flexible manpower lines can work with different staff numbers, and can adjust the production output to the customer demand. At Toyota, such lines are also called Shoujinka (少人化, literally “few people production”). A gender neutral term would be “flexible staffing line”. This blog post will go into the details on how to set up such a line.
Production lines with manual labor often have the possibility of adjusting manpower due to demand. Such flexible manpower lines can work with different staff numbers, and can adjust the production output to the customer demand. At Toyota, such lines are also called Shoujinka (少人化, literally “few people production”). A gender neutral term would be “flexible staffing line”. This blog post will go into the details on how to set up such a line.
What Is Kaizen?
 If you are in lean, you surely have heard of kaizen, and its English translation, continuous improvement process (CIP). It is one of the fundamental parts of lean. Kaizen generally means to improve, and in lean in particular, it means to continue improving forever. Pretty much all companies that haven’t gone bankrupt do this, often without using the word kaizen. You need to continuously improve in order to survive the harsh realities of competition.
If you are in lean, you surely have heard of kaizen, and its English translation, continuous improvement process (CIP). It is one of the fundamental parts of lean. Kaizen generally means to improve, and in lean in particular, it means to continue improving forever. Pretty much all companies that haven’t gone bankrupt do this, often without using the word kaizen. You need to continuously improve in order to survive the harsh realities of competition.
When and How to Use Extra Kanban
 Kanban (and pull systems in general) are a beautiful way to manage production. While the number of kanban cards should be verified periodically, for certain situations, however, it may be sensible to have additional kanban prepared. These extra kanban are added to the system on short notice to alleviate symptoms of other problems. However, please do not see this as a new and cool additional feature to your kanban system. Instead, if you have to use extra kanban, then something is going wrong. Such extra kanban are only an emergency fix and do not solve the underlying problem. Still, in some cases you do need an emergency fix. Let me explain:
Kanban (and pull systems in general) are a beautiful way to manage production. While the number of kanban cards should be verified periodically, for certain situations, however, it may be sensible to have additional kanban prepared. These extra kanban are added to the system on short notice to alleviate symptoms of other problems. However, please do not see this as a new and cool additional feature to your kanban system. Instead, if you have to use extra kanban, then something is going wrong. Such extra kanban are only an emergency fix and do not solve the underlying problem. Still, in some cases you do need an emergency fix. Let me explain:
Cardboard Engineering – Alternatives
 Cardboard Engineering is a quick way to try out different configurations in reality. As the name says, this is done using cardboard. However, there are a few alternatives. Let me show you a portfolio of different ways to make cardboard models with (not only) cardboard, from ultra-cheap to very fancy. Please note that the fancier methods are usually not so well suited for layout optimization, but more for workstation optimization.
Cardboard Engineering is a quick way to try out different configurations in reality. As the name says, this is done using cardboard. However, there are a few alternatives. Let me show you a portfolio of different ways to make cardboard models with (not only) cardboard, from ultra-cheap to very fancy. Please note that the fancier methods are usually not so well suited for layout optimization, but more for workstation optimization.