
 This second post on changeover sequencing looks at the complexity of changeover options, how to optimize the sequence, and how to communicate it reliably to the shop floor planners. (First post here.)
This second post on changeover sequencing looks at the complexity of changeover options, how to optimize the sequence, and how to communicate it reliably to the shop floor planners. (First post here.)
The Changeover Matrix
To optimize your changeover sequence, you would first need to understand the relation between changeovers. This can be done in a changeover matrix – although in some cases this may be overkill, in other cases not enough.
The image below shows a simple example with three ice cream flavors – chocolate, raspberry, and milk. As discussed above, changing from light to dark is easier than the other way round. The longest changeover time is from chocolate to milk, and the shortest from milk to chocolate.
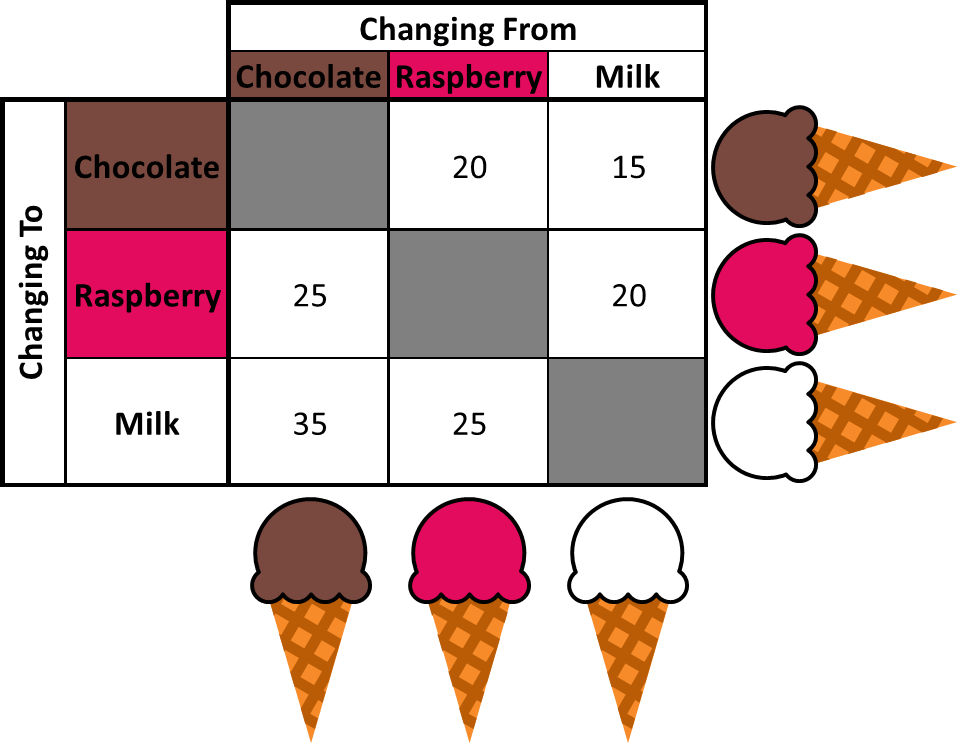
If there are truly only three options, this gives us the full picture of the changeovers. But already, it may be difficult to decide what your best strategy is. For example, if you always change to the next flavor with the shortest changeover time, you may never get around to doing milk ice cream. It is easier to change from chocolate to raspberry and from raspberry to chocolate than from either to change to milk ice cream.
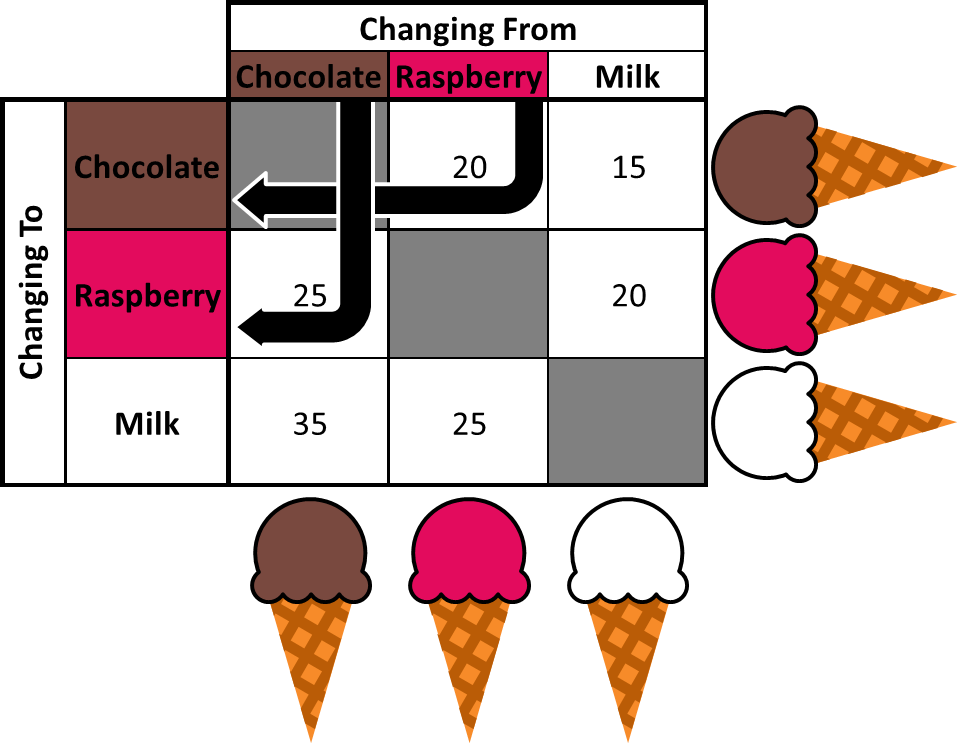
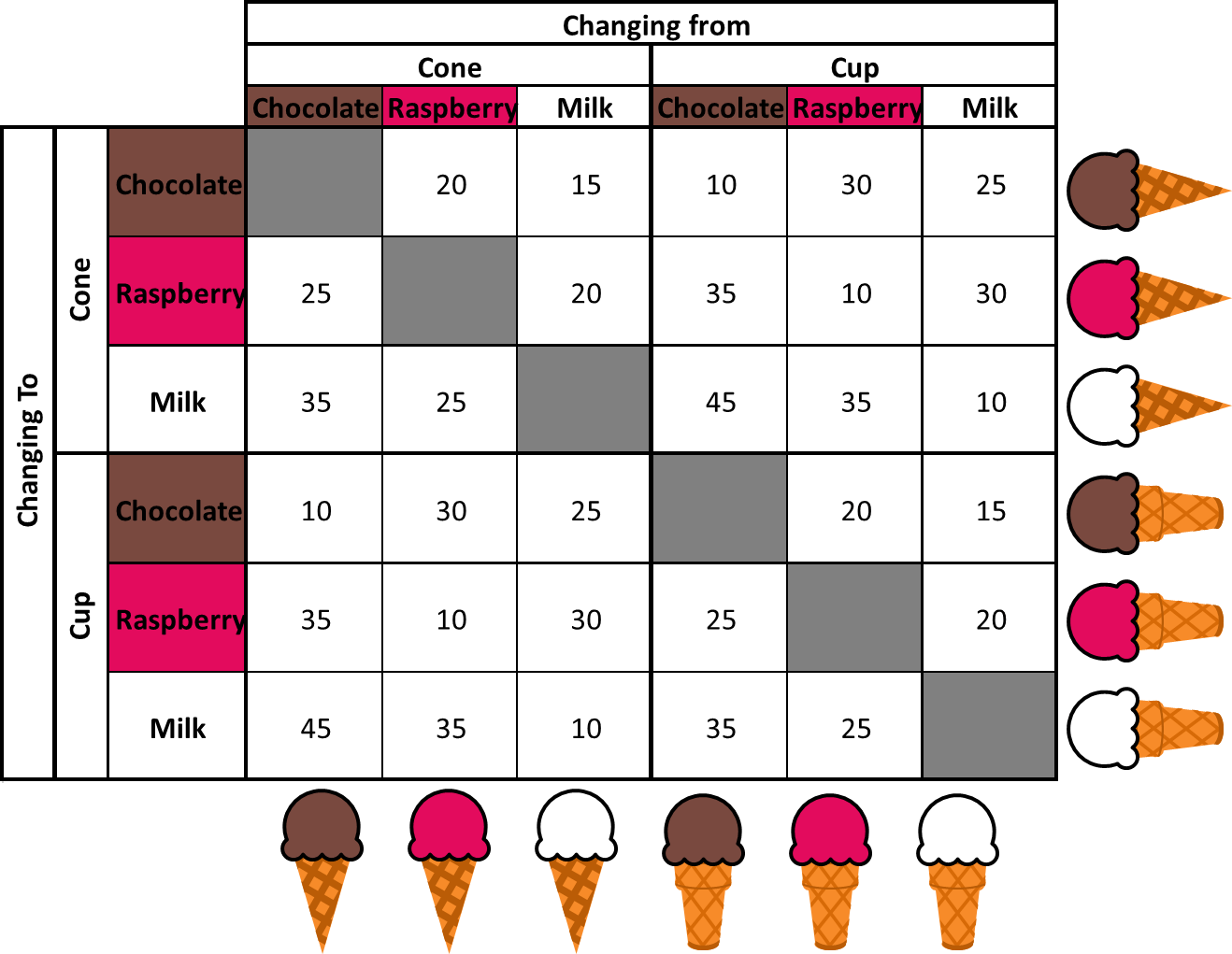
Since this example above is very simple, it is easy to get a better solution: Always go from white to raspberry to chocolate and repeat. However, few changeovers are that simple. Below are the options if we add two types of cups (cone and cup), and we have now five times as many options, from 6 changeover options to 30. If we would have 10 flavors and 3 cups, there would be 870 changeover options. You can easily see how the number of follow-up products increases exponentially.
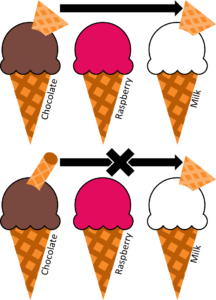 Additionally, you may not even catch all options with a changeover matrix. Assume you have chocolate ice cream with a either a round or a triangular waffle stuck on top, raspberry ice cream with no waffles on top, and milk ice cream with a triangular waffle on top.
Additionally, you may not even catch all options with a changeover matrix. Assume you have chocolate ice cream with a either a round or a triangular waffle stuck on top, raspberry ice cream with no waffles on top, and milk ice cream with a triangular waffle on top.
When changing from chocolate to raspberry, you do not need to change the tool for the waffle on top. However, when you next change from raspberry to milk the tool change depends if the previous chocolate ice cream had a round or triangular waffle on top. Hence, the changeover may not only depend on the previous product, but also on the products before that (and potentially the products before that and even earlier).
Overall, for the complexity in both process and number of variants of a typical modern factory, this changeover matrix can quickly explode in a hugely complicated system that would require a doctoral thesis to optimize and many years of time for the data to accumulate.
KISS – Keep It Simple, Stupid!
 As so often in this blog, I recommend you to go for an solution that may not be perfect but is quick and easy, good enough, and at least better than before. There is no point in you spending a week on optimizing the changeover sequence for the plant to save only thirty minutes in changeovers per year.
As so often in this blog, I recommend you to go for an solution that may not be perfect but is quick and easy, good enough, and at least better than before. There is no point in you spending a week on optimizing the changeover sequence for the plant to save only thirty minutes in changeovers per year.
As for the matrix above, try to group things. Which changeover steps take how long and where are they needed. In many cases it may be infeasible to consider every changeover possibility, but it may be good enough to merely have the big picture. Try to focus on the products that are produced frequently. Try to focus on the products whose changeover times depend heavily on the preceding product. In short: Try to get the most bang for the buck! (And, while you are at it, maybe you also have an idea to reduce changeover times through some technical or organizational changes.)
The Changeover Wheel
 We also have to convey these results to the shop floor. A matrix would be too complicated. There should be a simple set of instructions for the people planning the shop floor production. The most common solution is in my opinion also quite nice: You create one set of changeover sequence! This is also called changeover wheel. All the products that you could possibly produce at this process are listed in sequence. The sequence should be optimized to reduce the total changeover time, which may also be subject to the product mix. For complex systems it may be difficult to find the true optimum. As stated above, try to get the best result for the time and effort you put in.
We also have to convey these results to the shop floor. A matrix would be too complicated. There should be a simple set of instructions for the people planning the shop floor production. The most common solution is in my opinion also quite nice: You create one set of changeover sequence! This is also called changeover wheel. All the products that you could possibly produce at this process are listed in sequence. The sequence should be optimized to reduce the total changeover time, which may also be subject to the product mix. For complex systems it may be difficult to find the true optimum. As stated above, try to get the best result for the time and effort you put in.
Optionally, you can also do this as a sort of wheel as in the image on the left. This looks fancy, but is only suitable for a very small number of products. A simple sequence in the form of a list is usually easier to produce and maintain.
 The planner takes the products that have to be produced in the next period and simply arranges the products in this sequence. Any product that is not produced is simply skipped in the sequence. At the end of the period, the production sequence starts again. For our ice cream example, it would be Milk Cone – Raspberry Cone – Chocolate Cone – Milk Cup – Raspberry Cup – Chocolate Cup, and repeat.
The planner takes the products that have to be produced in the next period and simply arranges the products in this sequence. Any product that is not produced is simply skipped in the sequence. At the end of the period, the production sequence starts again. For our ice cream example, it would be Milk Cone – Raspberry Cone – Chocolate Cone – Milk Cup – Raspberry Cup – Chocolate Cup, and repeat.
You could now use different durations (or periods) for the sequence (or wheel) to repeat. You could have a new sequence every day, or every week, or every month, and anything in between. Some plant managers may prefer to have a duration as long as possible before the sequence repeats to reduce the overall changeover time. Don’t do that! Instead, try to make the duration as short as you can get away with. As I have described in a previous post, What to Do with SMED: Reduce Lot Size or Increase Work Time? the benefits of a more frequent changeover usually outweigh the cost. Hence, shorter is better here!
Also, no matter how long your period is, you should start the next sequence only if the first sequence is completed. For example, if you always plan one day according to sequence, you should not force the plant to start a new sequence every day. Instead, whenever the current sequence of roughly one day is completed, start the next sequence. For example, if there is a minor problem in manufacturing, and the current sequence cannot be completed today, then you should first finish the current sequence on the next day before starting the next sequence.
Summary
 So, now I am hungry for ice cream. Personally I am a fan of anything chocolate in combination with brownies, cookie dough, or similar mouthfeel enhancing stuff 🙂 . But no matter which ice cream you like best, or even – shudder – if you like no ice cream at all, I hope this post gave you inspiration. As usual, it is not intended to be copied 1:1, but rather to give you ideas and suggestions for improvements that match the problems you have on the shop floor. Now, go out, savor some good ice cream, arrange your changeovers, and organize your industry!
So, now I am hungry for ice cream. Personally I am a fan of anything chocolate in combination with brownies, cookie dough, or similar mouthfeel enhancing stuff 🙂 . But no matter which ice cream you like best, or even – shudder – if you like no ice cream at all, I hope this post gave you inspiration. As usual, it is not intended to be copied 1:1, but rather to give you ideas and suggestions for improvements that match the problems you have on the shop floor. Now, go out, savor some good ice cream, arrange your changeovers, and organize your industry!
Fully agree Chris. I have implemented quite a few visual changeover wheels as part of a complete JIT system on the shop floor and have been through the “optimal” sequence discussion several times. There’s a heuristic out there (the HICOM heuristic) that I’ve used to define the sequence that is not too difficult. But even then, there often are more arguments than only time to define a certain sequence.
In the end, the main argument for a pragmatic solution lies in the real-life fact that the “optimal” sequence will not often be possible due to many, many real-life problems that pop-up. So I totally concur to go for the practical, operator-supported, visual, robust, shop floor approach.
Good input. There are also more reasons to adjust the sequence, e.g. to level the workload (think mixing two door cars and four door cars to have an average of “three doors” at the door station. This sequence can also be optimized, but will likely be different than a change over optimized sequence. I will write about this sequencing in the future.