
 In my last post I presented the EPEI leveling pattern (also known as EPEC, EPEx, Heijunka, fixed repeating pattern, or simply leveling). While in theory this approach looks pretty solid, in my experience it rarely works in practice. In fact, most of these types of leveling that I have seen were complete rubbish. They were a dog-and-pony-show to please management at the expense of performance and shop floor efficiency.
In my last post I presented the EPEI leveling pattern (also known as EPEC, EPEx, Heijunka, fixed repeating pattern, or simply leveling). While in theory this approach looks pretty solid, in my experience it rarely works in practice. In fact, most of these types of leveling that I have seen were complete rubbish. They were a dog-and-pony-show to please management at the expense of performance and shop floor efficiency.
Furthermore, lean manufacturing seems often to be confused with a religion. People believe that if you put up a leveling box your manufacturing system will have salvation. Well, Lean is not a religion. Lean is hard work, and you actually need to understand what you are doing. Just copying something without understanding is a good way to fail, especially with leveling.
This post will look at the different reasons why almost all of the EPEI leveling approaches fail. We will also look at what is needed to have a successful EPEI leveling pattern. The method does work, but unfortunately most companies do not have the required prerequisites to make it work.
Due to the length of this topic, I have divided it into two separate posts. The next post completes the reasons why EPEI leveling so often fails, and gives some advice on how to limit the damage or even increase the chances of success, as well as a test to determine whether your system can handle EPEI fixed repeating sequence leveling.
A Bit of Gripe
EPEI leveling is the creation of a production pattern that is repeated throughout a longer period, often two to four weeks (for details, see my last post). An example of such a pattern could look like the image below.
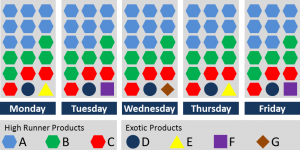 This repeating pattern is one of the most popular topics in lean manufacturing. Many large manufacturing firms pride themselves on including leveling as part of their lean toolbox. It is included in most lean handbooks (both publicly available ones and internal handbooks within a company), and serves as one way for a middle manager to distinguish his department or plant as a lean operation.
This repeating pattern is one of the most popular topics in lean manufacturing. Many large manufacturing firms pride themselves on including leveling as part of their lean toolbox. It is included in most lean handbooks (both publicly available ones and internal handbooks within a company), and serves as one way for a middle manager to distinguish his department or plant as a lean operation.
Unfortunately, most of that is rubbish.
Middle and upper management talk all about their successful leveling, but if you go down in hierarchy, the message is quite different. If you talk to foreman, shop floor supervisors, or lower level management, you will learn that most of these leveling implementations do not work. They do create a leveling pattern, but due to different reasons we will explore below, they cannot follow it. As a result, it creates more chaos than before. It is extra work for the operators and shop floor employees who must to create the pattern, manage it, and fix the problems created by the unstructured approach to changes in the pattern.
Even the lean experts within a company that created these leveling examples often admit that in a smaller circle, none of these leveling implementations bring any benefit! None! Zero! Zip! Nada! Nix! At best, they do not create additional chaos, but even that is rare.
I also often ask my students about their experience with leveling during internships. As a result, I am usually flooded with horror stories about time-wasting implementations that often undo previous good work and turn an otherwise reasonable production system into an exercise in chaotic firefighting.
Hence, I usually advise against EPEI leveling unless I have the feeling that the plant is already very advanced with respect to lean. However, in this case, they usually don’t ask for a EPEI leveling pattern in the first place.
Please don’t get me wrong. I am a big fan of leveling, such as, for example, capacity leveling or one-piece flow. It is just these EPEI leveling patterns that I had very bad experience with. In any case, let’ s look at the reasons why EPEI leveling fails.
Reasons Why EPEI Leveling Mostly Does Not Work
Inability to Closely Follow a Production Schedule
One of the biggest reasons why EPEI leveling fails is the inability of the plant to follow a production schedule. Most plants are constantly troubled by many different problems, including but not limited to a lack of material, absenteeism, or technical problems. This does not even include changes in customer demand, which I will discuss later. As a result, most plants already have difficulties adhering to the production plan that they created three days ago. Within only three days, enough problems pop up that the initial production plan has to be changed.
With EPEI leveling, you do not issue production orders for three days in the future, but for one month in the future. To be precise, you try to fix your production schedule for the leveled period of usually two to four weeks plus the time to the first day of the leveled period.
In the example below, we assume a four-week period and three days to order material for the first day in the period. In effect, you try to fix your production twenty-three days into the future!
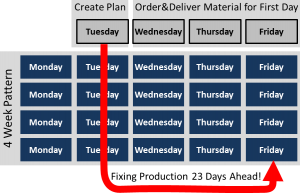
If there are already enough changes to mess up your schedule three days into the future, can you imagine how messed up your schedule will be twenty-three days into the future?
Lack of a Structured System to Handle Changes
The above inability to follow a schedule is aggravated by the lack of a system to handle changes. Without leveling, a good plant has a system in place to handle these changes. A bad plant resorts to firefighting, sometimes more, sometimes less. But even then, the firefighting usually follows some established protocols.
With leveling, however, these systems or protocols are replaced with a leveled system. And, since a leveled system by default is supposed to eliminate changes, it usually does not include a system to handle changes.

Yet, as we have seen above, changes do happen, whether you want them or not. Without a system, however, they increase the chaos. Changes are no longer anticipated a few days ahead, giving some reaction time. Instead, these changes are much more likely to hit you without warning. Hence, unless there is at least a rudimentary system in place to handle these changes, chaos will increase.
Inability to Have a Good Prediction of Customer Demand
Customers are demanding. They do not know what they want, and then they change their mind at the last minute. But then, since they are the customer, they have every right to do so.
As a result, predicting customer demand is difficult. Toyota makes an enormous effort to predict customer demand, with the result that they often know it better than the customer. Most other companies spare this effort, resulting in predicted demand mostly based on historic demand. Usually, this is adjusted for special effects like new products or changes in the market. However, a subsequent analysis also often reveals that using simply last year’s data would have been better than any additional adjustment made by the responsible department.
In sum, predicting customer demand is difficult. Yet, you want to use this low-quality demand prediction to determine a pattern for the next few weeks. Through the leveling pattern the total number for every product type is fixed. In the example above, this would also be fixed for twenty-three work days in advance. Effectively, you claim to know the number of parts sold within the next twenty-three days. Reality will probably differ.
Lack of Additional Inventory to Cover Increased Replenishment Time
Since EPEI leveling fixes your production schedule for a longer period into the future, this means it will increase your replenishment time. It will take longer for a specific order to go through the system. Since leveling is also a pull system, this means you would need to adjust your kanban formula (for details on the formula, see the Kanban Formula Part 1 and Part 2). This would have a number of effects:
- You would need more kanban to cover your extended replenishment time. The number of kanban equals to the leveled period minus one day for the original kanban period. Hence, if you have a period of four weeks, you would need to add four weeks’ worth of production minus one day as kanban.
- Your fluctuations on the customer side may increase. The buffer stock now not only has to cover the demand swings during the initial replenishment time, but also the demand swings during the extended replenishment time. If the customer orders more than expected, you have to cover the entire leveled period rather than the shorter initial replenishment time.
- Your fluctuations on the supply side may increase, although this is usually a smaller problem and may not need any additional kanban. Yet, it would be good to check.
In sum, you would need more kanban cards. A lot more kanban cards. For a four-week pattern, this would be probably in excess of four weeks worth of production in kanban cards.
Naturally, many of these cards would be only cards without attached stock. But a significant number – probably 30–50% of them – will sit in storage with material attached. Hence, for a four-week leveling period, expect one or two weeks’ worth of additional material in stock.
Of course, we all know what happens if you ask your supervisor for two weeks’ worth of stock to put in your inventory. It will happen when hell freezes over. You won’t get it. Naturally, if you slow down the reaction time of your system with a multi-week leveling period without providing adequate decoupling, short-term changes will increase even more. You will have even more difficulties following a production schedule, amplifying all the effects described above.
Overall, these above effects will cause havoc on your leveling system. In fact, they will cause havoc in any advance planning and scheduling system. Pull systems are a way to avoid this havoc, but EPEI leveling runs a high risk of introducing this havoc again in a pull system.
In my next post I will continue this discussion with two more reasons why EPEI leveling so often fails. I will also give some advice on how to limit the damage or even increase the chances of success, as well as a test to evaluate whether your system can handle EPEI fixed repeating sequence leveling. In the meantime, go out and Organize your Industry!
Overview of Posts in This Series about Leveling
- Why to do Leveling (Heijunka)
- An Introduction to Capacity Leveling
- Theory of Every Part Every Interval (EPEI) Leveling, Also Known as Heijunka
- The Folly of EPEI Leveling in Practice – Part 1
- The Folly of EPEI Leveling in Practice – Part 2
- Introduction to One-Piece Flow Leveling – Part 1 Theory
- Introduction to One-Piece Flow Leveling – Part 2 Implementation
Also, Michel Baudin wrote a post on Theories of Lean and Leveling/Heijunka on his blog with a review of my series on Leveling. Some of his comments helped me to update and improve the above post. Check his post out for further details on Leveling.
Sad truth “Middle and upper management talk all about their successful leveling, but if you go down in hierarchy, the message is quite different.”
If you want the truth about the shop floor, ask the people on the shop floor …
“With EPEI leveling, you do not issue production orders for three days in the future, but for one month in the future”? I never heard this rules about EPEI.
Hi Michael, with EPEI you try to level your expected demand. I.e. you try to produce the same quantity of every part every day. If you average your expected demand for the next two weeks, you automatically plan the next two weeks.
Also, please note that words like EPEI are often used, not always with the same meaning, so we may actually talk about something different…
“Since EPEI leveling fixes your production schedule for a longer period into the future, this means it will increase your replenishment time. ”
not sure how scheduling period is related to replenishment time?
Hi David, basically, you need more kanban cards (if we take a kanban example) to sort them in the replenishment schedule. Hence it overall increases the number of kanban cards, and also the fluctuations, as you make a one week schedule every week. The inventory itself will not go up quite as much, but there is an increase, too.