
 SMED (Single Minute Exchange of Die) is a very useful tool to reduce changeover time. Reducing changeover time will free up time for other uses. Western management often wants to use this time to produce more goods. However, the rule of thumb at Toyota is to use this newly available time to do more changeovers rather than more products. This increase in changeover has the potential to significantly reduce the lot size, which often has much larger benefits than the additional work time. In this blog post I want to look in more detail at this relation between changeover duration, productivity, and lot size.
SMED (Single Minute Exchange of Die) is a very useful tool to reduce changeover time. Reducing changeover time will free up time for other uses. Western management often wants to use this time to produce more goods. However, the rule of thumb at Toyota is to use this newly available time to do more changeovers rather than more products. This increase in changeover has the potential to significantly reduce the lot size, which often has much larger benefits than the additional work time. In this blog post I want to look in more detail at this relation between changeover duration, productivity, and lot size.
Christoph Roser
Where Lean Went Wrong – A Historical Perspective
 The Toyota Production System is widely considered to be the best production system for any larger company. Achieving similar performance is the vision (or dream?) of many companies. Pretty much all of lean manufacturing is the attempt to copy the approach of Toyota in the hope of a similar stellar performance. Yet most lean transformations fall way short of the goal. In this blog post I would like to give some insights, from a historical perspective, on why lean so often fails.
The Toyota Production System is widely considered to be the best production system for any larger company. Achieving similar performance is the vision (or dream?) of many companies. Pretty much all of lean manufacturing is the attempt to copy the approach of Toyota in the hope of a similar stellar performance. Yet most lean transformations fall way short of the goal. In this blog post I would like to give some insights, from a historical perspective, on why lean so often fails.
Strategies for Mass Customization
 Mass customization promises us individually customized products at the price of a mass-produced item. We get something that is customized to our needs but doesn’t have the luxury price tag usually associated with custom-made products. While challenging, numerous different companies have managed to achieve customization with only marginally higher prices than standard products. In this post I want to look in more detail at how to achieve mass customization.
Mass customization promises us individually customized products at the price of a mass-produced item. We get something that is customized to our needs but doesn’t have the luxury price tag usually associated with custom-made products. While challenging, numerous different companies have managed to achieve customization with only marginally higher prices than standard products. In this post I want to look in more detail at how to achieve mass customization.
Material Flow in the Arsenal of Venice 1797
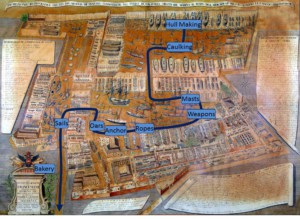 Whenever I am in Venice, I try to visit the Museo Storico Navale, near the entrance to the Arsenal of Venice. This museum has a set of beautiful detailed maps by Abbot Maffioletti showing the Arsenal of Venice in 1797, 1798, and “After Napoleon.” You can see in great detail the different steps needed to build and equip a sailing vessel. In this post, I will explain the material flow of the Arsenal of Venice, which was the largest industrial site in Europe and possibly in the world during its time. Be warned, this post is rich in images. The material flow is partially based on the master thesis of my student Maren-Linn Janka.
Whenever I am in Venice, I try to visit the Museo Storico Navale, near the entrance to the Arsenal of Venice. This museum has a set of beautiful detailed maps by Abbot Maffioletti showing the Arsenal of Venice in 1797, 1798, and “After Napoleon.” You can see in great detail the different steps needed to build and equip a sailing vessel. In this post, I will explain the material flow of the Arsenal of Venice, which was the largest industrial site in Europe and possibly in the world during its time. Be warned, this post is rich in images. The material flow is partially based on the master thesis of my student Maren-Linn Janka.
The Arsenal of Venice

The Arsenal of Venice was one of the the largest industrial sites in Europe in the 16th century. This was the hub of Venetian ship building, supporting the power of the Venetian republic. Both warships and merchant vessels were built there.
It is also known for the organization of its work. Sometimes it is listed as the world’s first assembly line, although in my view this may be a bit of a stretch. While they achieved a lot, there was also a lot of chaos. In this post I present you with a bit about the Arsenal in general, as well as some detailed maps by Abbot Maffioletti from 1797 and 1798. In my next post I will go into much more detail on the material flow based on these maps.
Pacing of Flow Lines 2 – Continuously Moving Line
 In my last post I described the pacing of pulse and unstructured flow lines. Another common way to structure the pacing of flow lines is the continuously moving line. In this type of line, the parts are always moving, and the processes and workers move along with the part until the process is completed.
In my last post I described the pacing of pulse and unstructured flow lines. Another common way to structure the pacing of flow lines is the continuously moving line. In this type of line, the parts are always moving, and the processes and workers move along with the part until the process is completed.
Pacing of Flow Lines 1 – Unstructured and Pulse Line
 Flow lines are often the best and most organized approach to establish a value stream. Hence, for flow lines or flow shops you can organize the processes much more easily than for many other types of production systems.
Flow lines are often the best and most organized approach to establish a value stream. Hence, for flow lines or flow shops you can organize the processes much more easily than for many other types of production systems.
In this series of posts I will look at and compare different ways to pace your production processes. Please note that this is not line balancing about the work content for each process, but rather different options on when to start the work for each process. In the first post I will look at unstructured pacing and pulse lines. In my next post I will go into detail for the continuously moving line.
Lean Is Tough – The Phases of a Lean Transformation
 Sometimes, consultants sell lean as a quick and easy way to success that pays for itself. Unfortunately, this is usually not true, as many companies have found out the hard way. Getting lean in a company is similar to getting a lean body; it is usually neither quick nor easy. Let me show you the different phases of a lean transformation.
Sometimes, consultants sell lean as a quick and easy way to success that pays for itself. Unfortunately, this is usually not true, as many companies have found out the hard way. Getting lean in a company is similar to getting a lean body; it is usually neither quick nor easy. Let me show you the different phases of a lean transformation.