
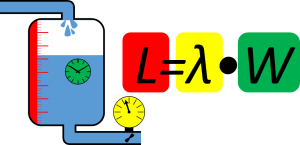
 One of the most significant fundamental relations in lean manufacturing is the relation between the inventory, the throughput, and the lead time. The inventory and the throughput are usually easy to measure. The lead time, however, is more difficult. You would need to take the time when a part enters the system and then take the time again when a part leaves the system. Luckily, the lead time can easily and accurately be calculated using Little’s Law, one of the most fundamental laws in lean manufacturing (and also many other places).
One of the most significant fundamental relations in lean manufacturing is the relation between the inventory, the throughput, and the lead time. The inventory and the throughput are usually easy to measure. The lead time, however, is more difficult. You would need to take the time when a part enters the system and then take the time again when a part leaves the system. Luckily, the lead time can easily and accurately be calculated using Little’s Law, one of the most fundamental laws in lean manufacturing (and also many other places).
Math
Posts including calculations and formulas.
The FiFo Calculator – Determining the Size of your Buffers
 In my previous post, I discussed how to Determine the Size of Your FiFo Lane – The FiFo Formula. My preferred method is still an expert estimate. However, if you are interested in the math, here is a small JavaScript calculator that estimates a FiFo size for two processes.
In my previous post, I discussed how to Determine the Size of Your FiFo Lane – The FiFo Formula. My preferred method is still an expert estimate. However, if you are interested in the math, here is a small JavaScript calculator that estimates a FiFo size for two processes.
Determining the Size of Your FiFo Lane – The FiFo Formula

FiFo lanes are an important tool to establish a pull system. They are often combined with kanban. However, while there is a lot of information on how to calculate the number of kanban (the Kanban Formula), there is very little information available on how large a FiFo should be. In my last post I talked about why we need FiFo lanes. In this post I want to discuss how large a FiFo should be.
How Many Kanbans? – Estimation Approach and Maintenance

In my previous two posts, I described how to calculate the number of kanbans (Post 1 and Post 2). However, this calculation is complex, and the result is nothing more than a very rough estimate. Hence my preferred method for determining the number of kanbans is, broadly speaking, “just take enough, and then see if you can reduce them.” In this post, I would like to explain this approach and also discuss how and when to update the number of kanbans.
How Many Kanbans? – The Kanban Formula, Part 2
This is the second post on kanban calculation (if possible, please read the first post on kanban calculation first). There are two possible approaches. First, you can calculate the number of kanbans using a kanban formula (due to its length, split into a first post and this second post). Alternatively, you can estimate the number of kanbans and adjust the system as it is running (as shown in a third post).
How Many Kanbans? – The Kanban Formula, Part 1
One frequent and tricky question when designing a pull system is to determine how many kanbans to use in the system. There are two possible approaches. First, you can calculate the number of kanbans using a kanban formula. Due to the length of the process, I have broken this into two posts (For the second part click here). Alternatively, you can estimate the number of kanbans and adjust the system as it is running (as shown in a third post).
How to Measure OEE

There is quite a difference between knowing in theory how to measure an Overall Equipment Effectiveness (OEE), and actually measuring it in practice. This post will give crucial tips and points on how to measure the OEE on a real shop floor.
What is OEE? – Definition of OEE
OEE, the abbreviation for Overall Equipment Effectiveness (or sometimes Overall Equipment Efficiency), is a measure of the utilization of a machine. It is frequently used on the shop floor, often determines part of the performance-based compensation of the managers, and is by far and wide the most lied-about and fudged measurement on the shop floor.