
 Pull production is one of the most important aspects of lean production. Its key feature is to have an upper limit on inventory that is not to be exceeded. The most well-known way to implement a pull system is by using kanban cards. However, there are many others. In this short series of two posts, I want to give you an overview of the different ways to implement pull systems, and discuss the pros and cons of them.
Pull production is one of the most important aspects of lean production. Its key feature is to have an upper limit on inventory that is not to be exceeded. The most well-known way to implement a pull system is by using kanban cards. However, there are many others. In this short series of two posts, I want to give you an overview of the different ways to implement pull systems, and discuss the pros and cons of them.
Pull
Posts explaining how the pull system works and how to implement different pull systems.
How to Ramp Up a Kanban System – Part 2: The Switch
 In my last post I described how to prepare for the implementation of a kanban system. This post goes into more detail on the actual change to the new kanban system. You surely know that every part should have a kanban. But what do you do if you have more kanban than parts? What do you do if you have more parts than kanbans? Find the answers below.
In my last post I described how to prepare for the implementation of a kanban system. This post goes into more detail on the actual change to the new kanban system. You surely know that every part should have a kanban. But what do you do if you have more kanban than parts? What do you do if you have more parts than kanbans? Find the answers below.
How to Ramp Up a Kanban System – Part 1: Preparation
 Designing a kanban system on paper is much easier than implementing it on the shop floor. In many of my previous posts I discussed the design of a kanban system in detail. In these two posts I will discuss the steps needed to actually put the system on the ground. This first post is the preparation, and my next post will be the actual switch to the new kanban system.
Designing a kanban system on paper is much easier than implementing it on the shop floor. In many of my previous posts I discussed the design of a kanban system in detail. In these two posts I will discuss the steps needed to actually put the system on the ground. This first post is the preparation, and my next post will be the actual switch to the new kanban system.
Supermarket vs. FiFo – What Requires Less Inventory?
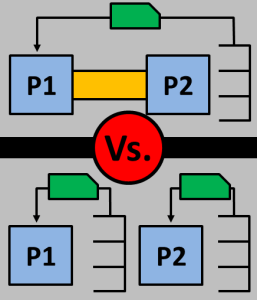 To create pull production between two processes, you can add either a FiFo lane or a supermarket. In one case you will have the FiFo as part of a bigger kanban or CONWIP loop, and in the other case you split the value stream into two different kanban or CONWIP loops.
To create pull production between two processes, you can add either a FiFo lane or a supermarket. In one case you will have the FiFo as part of a bigger kanban or CONWIP loop, and in the other case you split the value stream into two different kanban or CONWIP loops.
Some questions that I have been pondering are: Which one has less inventory for the same delivery performance? Is it better to use a big loop or two smaller loops for the WIP and delivery performance trade off?
Theory and Practice of Supermarkets – Part 2

In my last post, I described how supermarkets work in theory. But while knowing the theory helps, actually creating a working supermarket is much more difficult. Are there situations where supermarkets are not so useful? (Hint: Yes!). And what is needed to have a working supermarket? Let’s find out!
Theory and Practice of Supermarkets – Part 1

Kanban, FiFo lanes, and supermarkets are the backbone of many pull system. Some people even define lean production through its use of kanban and supermarkets. Yet why are supermarkets so useful? First we will look at what exactly makes an inventory into an supermarket. My next post will then give tips and hints on the practical use of supermarkets on the shop floor.
Why Pull Is So Great!
One of the most significant insights of the Toyota Production System is its concept of pull production. While often misunderstood, the essence of pull production is a clearly defined limit on the work in progress. Push or pull actually has nothing to do with the direction of the information or material flow. But why does this limit on work in progress make so much difference? Why do pull systems vastly outperform push production systems?
The (True) Difference Between Push and Pull
One of the key differences in lean production is to use pull production rather than push production. While pretty much everyone knows (at least in theory) how to implement it using kanban, the underlying fundamental differences are a bit more fuzzy. But what exactly is the difference between push and pull? Also, what makes pull systems so superior to push systems?
It turns out that most definitions are going in the wrong direction. Even the names “push” and “pull” are actually not well suited to describe the concept. Neither are common illustrations, including the one here in the upper left.