

In the last two posts I described the basics of a CONWIP system and started with the frequently asked questions on CONWIP, where CONWIP stands for Constant Work In Progress. However, there are some more frequently asked questions that are also important for CONWIP. These I will explain here. The next and final post of this series will discuss the advantages and disadvantages of CONWIP.
If you don’t yet know much about CONWIP, check out the basics of a CONWIP system for an easier understanding of the following discussion. Otherwise, let’s continue with the frequently asked questions.
Frequently Asked Questions on CONWIP – Part 2
When Should the Line Run?

One question that is sometimes asked is when a CONWIP line should run. The answer is similar to other lines and does not depend on the control system (CONWIP, kanban, MRP, etc.). The production capacity of the line should match the customer demand as much as possible. If your customer demand is not so high, you may run the line less (less shifts, days, or hours). Of course, if your customer demand exceeds the line capacity, the line should run as much as possible (while still allowing for maintenance and changeovers, etc.).
In any case, if there is no demand (i.e., if there are no customer orders), the line should stop. Particular to CONWIP is also that if the backlog sequence points too far in the future, you also should stop the line. For example, if you have already produced all the parts for the next four weeks, do you really need to start with parts for five weeks ahead of time? Depending on your system, four weeks may already be excessive.
Does It Work for Job Shops?
Kanban works well for flow shops, where the material flow is clearly defined. Kanban may be more difficult for job shops, where the material flow is often irregular. As for CONWIP, Spearman et al. state that CONWIP does not work for job shops.
However, I believe that, with some limitations, CONWIP may also work for job shops. Regardless if in a flow shop or job shop, you would need to make sure all parts leaving the system will return their CONWIP card. Similarly, all open jobs have to wait in the backlog for a new CONWIP card.
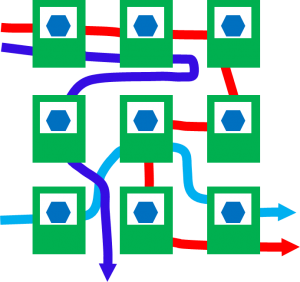
Since the CONWIP cards have a time of entry written on them, every process in the job shop knows which waiting part is the oldest. At every process, the next part to be produced should be the one with the oldest system entry time, not the part that arrived at this particular process first. This way older parts are likely to finish earlier. Hence all products are much more likely to have similar throughput times through the entire system. And a balanced throughput time makes for overall smoother processing.
Of course, there needs to be more CONWIP cards to ensure the job shop does not run out of work. Due to network effects, job shops may have neither their WIP nor their individual process workload distributed equally. Depending on the variable product mix, the busiest process (the bottleneck) will change. Additional cards will buffer these changes and increase throughput, of course at the cost of WIP. You will have to find a trade-off between throughput and WIP, but in a job shop more cards will probably be a better trade-off than a comparable flow shop.
Can I Just Use One Big Loop?
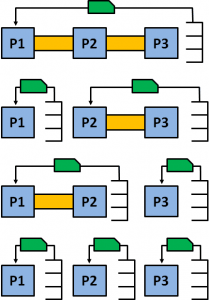
A kanban system is often split into multiple different loops. CONWIP systems in literature, however, are usually depicted as one big loop from the very beginning to the very end. I don’t quite agree with that.
In kanban systems too, it is a generally sound advice to create as small loops as possible by using FiFo instead of supermarkets. However, there are sometimes good reasons to use a supermarket instead of a FiFo and break one big loop into two. I have determined ten different reasons when to use a supermarket instead of a FiFo (for this original research, see Ten Rules When to Use a FiFo, When a Supermarket – Introduction and The Rules).
However, with CONWIP, there are some small differences. In particular, since the entry time is written on the card, CONWIP can do without explicit FiFo lanes and instead rely on the time on the card to determine the oldest item. Hence, any rules that help keep the sequence in order are not strictly required. Below is the original list with the ten reasons when to use a supermarket, but with annotated changes due to the particularities of the CONWIP system.
- Supermarket for process-specific lot size differences (Still valid for CONWIP systems.)
- Supermarket in front of the customer (Still true, unless you manage for your customers to send you back the CONWIP cards – but quite frankly I would not risk it.)
Supermarket if material flow splits up into different directions(Instead of FiFo and supermarket, CONWIP can use any inventory and keep the sequence through the time on the card. However, you have to make sure that even though the cards split up, they eventually have to come back again to the same line. If you have parallel production lines for the same product, it does not help you, over time, to have all cards in one line and none in the other.)Supermarket between very different cycle times(Again, here you can just use any type of inventory; the time on the CONWIP card will keep track of it.)Supermarket between different shift patterns(Same as above; the time on the CONWIP card will keep track of it.)- Supermarket when creating different variants (Here, a split into different loops may make sense. This way you do not have to carry along the information of the final product from beginning to end. For example, when producing cars, you do not need to assign the color of the car when casting the engine block. Instead, the color of the car in which the engine block will go will be defined much later when it becomes relevant.)
Supermarket for merging of material flows(Same reason as for splitting: any inventory will do, and the time on the CONWIP card will ensure the right sequence.)- Supermarket for large distance between processes (Still needed, albeit not as urgent as with kanban. If your CONWIP card extends in your manufacturing system all the way from China to the US, fluctuations in shipping will disrupt your system. Hence, splitting the loop may still make sense. On the other hand, if it is only from one hall to the next within the same plant, you may be able to use only one CONWIP loop.)
- Supermarket in the case of high demands on flexibility and reaction time (Still true; a long loop has just as much lead time with CONWIP as with kanban. Shorter loops make you more agile.)
- Supermarket for change of responsibility (Oh yes! The human tendency to quarrel exceeds any logic you can build in your system. Keeping loops within one area of responsibility cuts down on the blame game.)

Overall, with CONWIP, you potentially need less loops than with kanban. Hence it may be a bit easier to manage, having less administrative overhead. However, the overall workload will not be that much less, since now the workers on the shop floor always have to find out which part has the oldest CONWIP card. Hence, less work for administration but more for the shop floor (which is always popular with administration but less so with the shop floor). Unfortunately for the shop floor, administration is usually closer to the heart of the decision maker at the top 🙁 ) However, I can easily imagine the shop floor avoiding this additional overhead pushed on them by simply not doing it (or doing it rather sloppily), in which case it would have been better to split the loops in the first place.
On a side note, preliminary research by my master students indicates that there is not much difference in WIP between one big kanban loop and multiple small kanban loops to achieve the same delivery performance. I am confident that this is also true for CONWIP loops. Hence having one big or multiple small loops will not make much difference in WIP.
Summary
Overall, CONWIP is a useful system similar to kanban. Like kanban, it is also a pull system, although it has more flexibility with made-to-order products. I will discuss the advantages and disadvantages of CONWIP in my next post. In the meantime, go out and Organize your Industry.
Overview of CONWIP posts in this series
- Basics of CONWIP Systems (Constant Work in Progress)
- Frequently Asked Questions on CONWIP Systems (Constant Work in Progress) – Part 1
- Frequently Asked Questions on CONWIP Systems (Constant Work in Progress) – Part 2
- Advantages and Disadvantages of CONWIP in Comparison with Kanban
Selected Sources
- Marek, R. P., Elkins, D. A., Smith, D. R., 2001. Understanding the fundamentals of Kanban and CONWIP pull systems using simulation, in: Winter Simulation Conference 2001; Proceedings of the Winter Simulation Conference 2001, pp. 921–929 vol.2.
- Spearman, M. L., Woodruff, D. L., Hopp, W. J., 1990. CONWIP: a pull alternative to kanban. International Journal of Production Research 28, 879–894.
Hi Roser,
I am more understanding about CONWIP with more fact and figure
Hope more sheep will come out after this post:-)
Thanks and best regards
Many thanks. The next post is the (for now) last post in this series. Glad you enjoyed it.
Cheers,
Chris
Hi Christoph,
I want to thank you for all your work and the possibility you give to new learners to understand better these topics, also i would like to ask you what do you think about POLCA, the variant of Kanban for job floors. Does it work?
Thanks again and best regards.
Hello Sebastian, I have not yet worked myself with POLCA. I may write a future blog post about it to study it more, but for now it seems to me to be more complex than necessary, and I would prefer a simpler kanban or CONWIP system.