
 Dieser Beitrag ist der dritte in dieser Serie über die Planung der Standardarbeit bei Toyota. Der erste Beitrag war das Produktionskapazitätsblatt, mit dem die verfügbare Kapazität festgelegt wird. Der zweite Beitrag war eine Tabelle mit Standardarbeitskombinationen, in der festgelegt wird, wann der Bediener was tut. Der dritte der „berühmten drei Zettel“, der in diesem Beitrag vorgestellt wird, ist schließlich ein Standard Work Layout, der bei der Anordnung der Maschinen hilft
Dieser Beitrag ist der dritte in dieser Serie über die Planung der Standardarbeit bei Toyota. Der erste Beitrag war das Produktionskapazitätsblatt, mit dem die verfügbare Kapazität festgelegt wird. Der zweite Beitrag war eine Tabelle mit Standardarbeitskombinationen, in der festgelegt wird, wann der Bediener was tut. Der dritte der „berühmten drei Zettel“, der in diesem Beitrag vorgestellt wird, ist schließlich ein Standard Work Layout, der bei der Anordnung der Maschinen hilft
Einführung
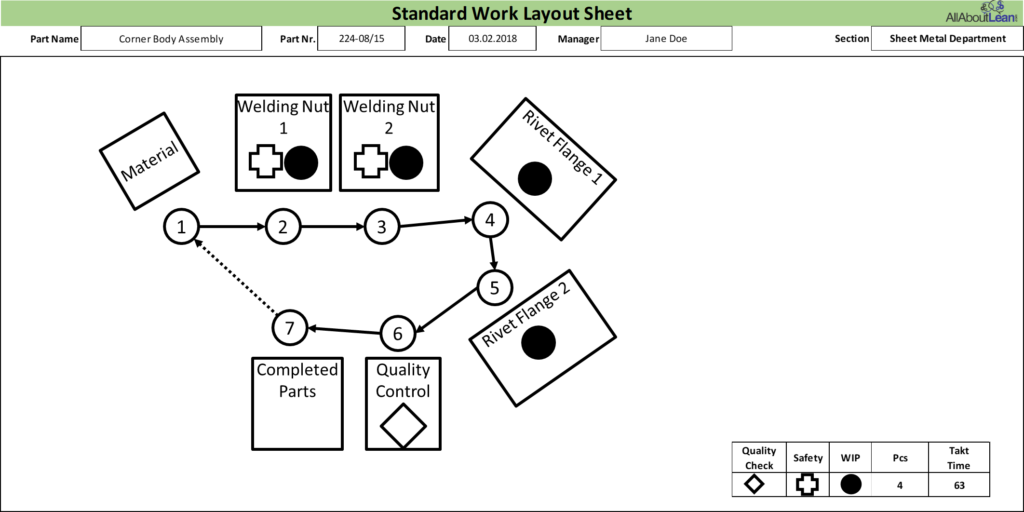
Bei diesem Blatt handelt es sich um ein vereinfachtes Layout der Fertigungslinie, auf dem der Weg des Arbeiters, das Inventar, sicherheits- und qualitätsrelevante Informationen sowie Informationen zur Taktzeit dargestellt sind. Nachstehend finden Sie ein Beispiel für ein solches Layout. Bitte beachten Sie, dass dieses Schaubild vor allem dann hilfreich ist, wenn ein Bediener mehrere Maschinen bedienen muss und daher zu Fuß unterwegs ist. Wenn ein Bediener nur an einem einzigen Platz arbeitet, ohne sich zu bewegen, ist dieses Diagramm möglicherweise nicht wirklich notwendig.
Kopfzeile
Die Kopfzeile des Blattes enthält die üblichen Informationen über den Prozess: Teilename, Teilenummer, Datum, Verantwortlicher und Abschnitt. Sie können diese Angaben je nach Bedarf erweitern oder entfernen.
Ausfüllen des Diagrammbereichs
Der Diagrammbereich enthält die wichtigsten Informationen. Es werden einige Symbole verwendet, die im Folgenden näher erläutert sind.
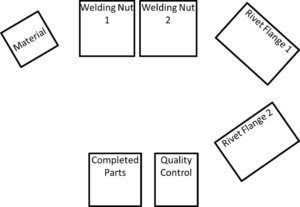 | Der erste Schritt besteht darin, Kästen für die verschiedenen Prozesse und Materiallieferungen zu zeichnen. Diese sollten grob so platziert werden, wie sie in der Werkstatt stehen, aber es ist nicht notwendig, genaue Maße zu verwenden. Eine kurze Bezeichnung oder ein Etikett hilft bei der Identifizierung der Kästen (z. B.„Schweißmutter 1“ oder„WN2001„). |
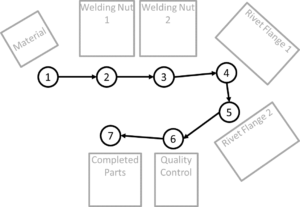 | Als nächstes fügen wir die verschiedenen Arbeitsinhalte als Nummern in Kreisen hinzu. Diese Nummern sollten mit den Nummern in der Kombinationstabelle übereinstimmen. Linien mit Pfeilen zeigen den Laufweg an. Hier wäre es deutlich sichtbar, wenn ein Arbeiter vor dem Ende des Zyklus zurückgehen und eine vorherige Station besuchen muss. |
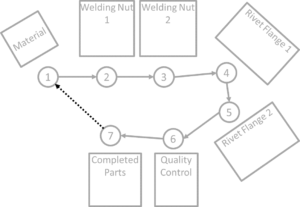 | Für das letzte Segment, in dem der Arbeiter zur ersten Station zurückläuft, wird ein gestrichelter Pfeil verwendet. Damit wird dieser Gang als Ende des Zyklus hervorgehoben. |
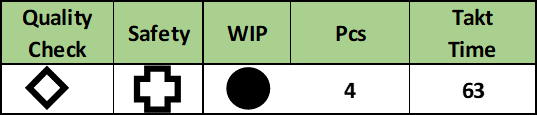
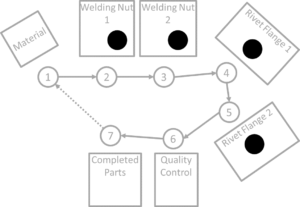 | Nun fügen wir den WIP hinzu. Jede Maschine, in der sich ein Teil befindet, erhält einen schwarzen Kreis für ein WIP-Teil (oder mehrere Kreise, wenn sich mehr als ein Teil in der Maschine befindet). Verwenden Sie Zahlen, wenn Ihre Maschine viele Teile enthält). Sie müssen nicht das Teil zählen, das der Bediener gerade trägt oder handhabt, sondern nur die Teile, die in der Maschine verbleiben, nachdem der Bediener weitergegangen ist. |
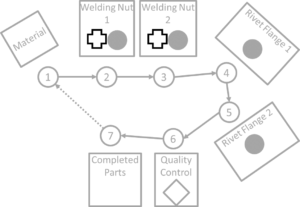 |  Als nächstes prüfen wir, welche Maschinen für die Sicherheit kritisch sind. Diese Maschinen erhalten ein umrandetes „Plus“-Zeichen. Diese Markierung stammt von dem grünen Kreuz, das häufig für Erste-Hilfe-Kästen verwendet wird. Die Überlegung, welche Maschine sicherheitsrelevant sein könnte, hilft dabei, das Augenmerk auf die Sicherheit zu richten. Als nächstes prüfen wir, welche Maschinen für die Sicherheit kritisch sind. Diese Maschinen erhalten ein umrandetes „Plus“-Zeichen. Diese Markierung stammt von dem grünen Kreuz, das häufig für Erste-Hilfe-Kästen verwendet wird. Die Überlegung, welche Maschine sicherheitsrelevant sein könnte, hilft dabei, das Augenmerk auf die Sicherheit zu richten. |
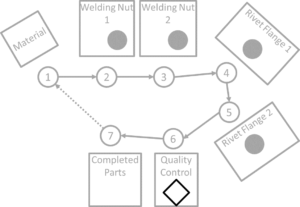 | Der letzte Schritt des Diagramms konzentriert sich auf die Qualität. Eine umrandete Raute wird an den Stellen gezeichnet, an denen die Qualität geprüft wird. |
Es sind verschiedene Varianten möglich. Sie können zum Beispiel ein Layout für jeden einzelnen Arbeiter im System haben. Oder Sie können ein Layout erstellen, das die Schleife mehrerer Arbeiter enthält. Toyota bevorzugt in der Regel ein Diagramm pro Arbeiter, aber – wie immer – Sie müssen das Werkzeug an Ihr Problem anpassen.
Übersichtsinformationen
Es gibt nicht viele Übersichtsinformationen. In der unteren rechten Ecke des Diagramms befindet sich eine kleine Legende, in die Sie die WIP-Menge und die Taktzeit bzw. Zykluszeit eintragen können. Die WIP-Menge sollte mit der Anzahl der WIP-Kreise im Layout übereinstimmen. Die Taktzeit ist dieselbe wie in der vorherigen Kombinationstabelle.
Wie geht es weiter?
Sie haben drei Seiten ausgefüllt: das Produktionskapazitätsblatt, um die Kapazität festzulegen, die Standardarbeitskombinationstabelle, um festzulegen, wann der Bediener was tut, und das Standard Work Layout-Blatt, um einen Blick auf das Layout, die Sicherheit und den Bestand zu werfen. Jetzt beginnt der eigentliche Wert dieses Ansatzes!
 Sie sollten (eventuell mit einem kleinen Team) noch einmal systematisch alle Seiten durchgehen und sehen, was Sie verbessern können. Können Sie die Laufwege verringern? Können Sie Prozesse näher zueinander verschieben? Ist es möglich, den WIP zu reduzieren? Können Sie die Sicherheit verbessern? Auf der Grundlage dieser Überlegungen werden die Seiten geändert und angepasst. Toyota-Mitarbeiter (und Japaner im Allgemeinen) verwenden häufig Bleistifte, um diese Arbeitsblätter zu radieren, zu korrigieren und zu verbessern. Je nach Komplexität des Problems kann es eine ganze Reihe von Iterationen geben, bis Sie (vorerst) zufrieden sind.
Sie sollten (eventuell mit einem kleinen Team) noch einmal systematisch alle Seiten durchgehen und sehen, was Sie verbessern können. Können Sie die Laufwege verringern? Können Sie Prozesse näher zueinander verschieben? Ist es möglich, den WIP zu reduzieren? Können Sie die Sicherheit verbessern? Auf der Grundlage dieser Überlegungen werden die Seiten geändert und angepasst. Toyota-Mitarbeiter (und Japaner im Allgemeinen) verwenden häufig Bleistifte, um diese Arbeitsblätter zu radieren, zu korrigieren und zu verbessern. Je nach Komplexität des Problems kann es eine ganze Reihe von Iterationen geben, bis Sie (vorerst) zufrieden sind.
Jetzt kommt der Teil der Umsetzung. Der Plan muss umgesetzt werden, möglicherweise müssen Maschinen umgestellt und Mitarbeiter geschult werden, und so weiter.
Schließlich sollten Sie gemäß der PDCA-Philosophie überprüfen, ob die Umsetzung tatsächlich die gewünschten Ergebnisse bringt. Diese Überprüfung sollte nicht nur direkt nach der Umsetzung erfolgen, sondern auch einige Wochen später. Die meisten Ideen funktionieren direkt nach der Umsetzung, fallen aber bald darauf wieder auseinander. Daher ist eine spätere Überprüfung oft eine gute Idee.
Goodies zum Herunterladen
In dieser kurzen Serie von Beiträgen über den Toyota Standard Work Ansatz habe ich eine Excel-Tabelle verwendet. Zu Ihrer Erleichterung finden Sie hier sowohl die Tabelle als auch eine PDF-Version davon. Beide Dokumente werden unter der Creative Commons CC-BY-SA 4.0 Lizenz zur Verfügung gestellt, d.h. Sie können sie frei verwenden, sollten aber mich bei AllAboutLean.com als Urheber erwähnen.
Damit schließe ich die kurze Serie über den Toyota-Standardarbeitsansatz ab. Wie immer hoffe ich, dass dies für Ihre tägliche Arbeit hilfreich ist oder Sie zumindest zu neuen Ideen inspiriert, wie Sie die Dinge angehen können. Scheuen Sie sich auch nicht, den Ansatz zu verändern und an Ihre Bedürfnisse anzupassen. Und jetzt legen Sie los, starten Sie den Materialfluss, und optimieren Sie Ihr Unternehmen!
PS: Dies (und viele andere Dinge) habe ich auf dem hochinteressanten C2U Lean Leadership Training in Japan und von Michel Baudingelernt .