
 I am a strong believer in the advantage of flow shops. To me, job shops are an inherently chaotic system. While there are ways to manage job shops, these are merely (more or less) successful attempts to put a Band-Aid on the chaos. To me, only a conversion to a flow shop will bring underlying stability. In this post I would like to give you both historic and current examples of successful conversions from a job shop to a flow shop.
I am a strong believer in the advantage of flow shops. To me, job shops are an inherently chaotic system. While there are ways to manage job shops, these are merely (more or less) successful attempts to put a Band-Aid on the chaos. To me, only a conversion to a flow shop will bring underlying stability. In this post I would like to give you both historic and current examples of successful conversions from a job shop to a flow shop.
Introduction
I have written about the change from job shops to flow shops before, for example Why Are Job Shops Always Such a Chaotic Mess?, How to Convert a Job Shop into a Flow Shop, and Performance Comparison of Job Shop and Flow Shop. One of these posts recently led to a heated discussion on LinkedIn, where vocal proponents of job shops accused me of not knowing anything, and even resorted to name calling (at which point I ignored these threads; I don’t have time for trolls…). You see, lean can get quite heated too. Many thanks, by the way, to those participants who reported successful transformations from job shops to flow shops and supported my view.
Anyway, one request I got was to name successful transformations from job shop to flow shop. Well, there are plenty. Some I have been involved in but I cannot write about due to nondisclosure agreements. But there are tons of examples in literature, plus a few I know personally and can tell you more about. Hence I would like to write about some examples where high-mix, low-volume production was transformed into a flow shop, despite all the old hands believing it to be impossible. Some are historic, some are current. Some of these examples are plants that transformed from job shop to flow shop; others are examples where a new plant was built as a flow shop from the start for a high-mix, low-volume product.
Shipbuilding
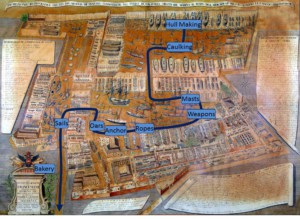
There are plenty of examples of flow shops or even assembly lines in shipbuilding. The oldest one is probably the Arsenal of Venice (on which I have two posts on the Arsenal of Venice in general and its material flow in particular). Definitely an example of high-mix, low-volume assembly.

A more modern example would be the Eagle boat assembly line by Ford during World War I. They built three assembly lines on which as many as 21 Eagles could be under construction at once. However, I do not know how much of a mix these products were. Since it was under Henry Ford, he probably tried to make all boats exactly the same. There are other examples of military shipbuilding on an assembly line (e.g., World War II torpedo boats at the Higgins boat assembly line), but these may also have been very identical.
Definitely not identical are modern pleasure boats, which are highly customized to the wishes of the client. For example, Bavaria Yacht has four different production lines, where the hulls are provided with engines, wiring, furniture, lamination, and so on. Similar assembly lines are at the Riva boatyard, and probably many more. All of these are high-mix, low-volume assembly and/or manufacturing lines.
Aircraft

We can find similar examples for aircraft. Junkers had an assembly line even before World War II, where, by the way, the lean word “Takt” comes from. But again, these planes for the military are rather alike.

Similar to boats, planes are also more customized for private customers. Almost every larger manufacturer of planes uses assembly lines. I have personally spent time on Airbus assembly lines. Definitely a high-mix (every plane is differently customized) and low-volume environment, as all of Airbus makes only about two planes per day worldwide.
The same applies to Boeing (the picture here shows the Everett factory), Bombardier, Cessna, and many more aircraft makers.
Automobiles

Automobiles is a bit of a special case. They started out as project shops (all material to one location) before different manufacturers used flow lines. The most famous automaker is Henry Ford, whose efficiency gains through the assembly line made the car affordable to almost everybody, and also made Ford incredibly rich. However, he was famous for making identical cars in large numbers, and these are high-volume, low-mix lines, the total opposite of low-volume, high-mix for job shops.

Nowadays, however, pretty much every car maker has a high mix of different customized products, aiming to customize the car for the buyer. For example, an Audi A6 has over 150 variants of the glove compartment alone, and 18 800 variants of the door cover. This is definitely a high-mix scenario. However, with one car per minute it is also still a high-volume production.

However, there are also low-quantity automobile manufacturers, too, for luxury and sports cars. The picture here is the Lotus final assembly line, which produces around four cars per day. Similar quantities can be found at Lamborghini or Ferrari, where the cars are also produced on assembly lines.
On a side note, every now and then there is an idea to reverse this. For example, Volvo experimented with group work instead of a flow line, first in Kalmar in 1984 and then in the Uddevalla plant in 1990. Volkswagen also tried it once. These ideas are usually abandoned after they find out that a flow line is just so much superior to other concepts.
Commercial Vehicles

Most commercial vehicles are also produced on assembly lines. Trucks, buses, tractors, excavators, you name it, they probably come from an assembly line. I have seen some of these lines myself. And they are also heavily customized high-mix, low-volume production.
Machine Tools

Machine tools also often come from an assembly line. One example I am more familiar with is Trumpf (see my blog posts part 1 and part 2). They have converted their production to a flow shop, and believe me, this was not easy. But nowadays their highly customized and different machines move every eight hours on air cushions from one station to the next. A great example of a high-mix, low-volume production line.
High-Voltage Breakers

Yet another example where I have spent more time on the production line was high-voltage breakers for power plants. They are also heavily customized and produced in small quantities. The sizes of these range from a large car to a small shed, and they are also heavily customized. Their change from job shop to flow shop was also difficult, and initially many doubted that it would ever work, because their products are “too special” and “too customized.” Well, it worked, much better than the job shop from before.
Many More Examples
There are many more examples of using flow lines for high-mix, low-volume production, like marine engines for container ships, commercial diesel generators, medical devices, commercial boilers (one example where I was involved), robots, gas turbines and their maintenance, and many more.
For some of the above examples I know the details, and it was always a tough decision with lots of nay-sayers who doubted it. It also was never easy, and many smaller and larger problems had to be solved to make the flow shop come true. In hindsight, it always looks easy and doable. The true grit is to have the foresight and the vision to see the possibilities. Also, while I believe a flow shop to always be easier to manage than a job shop, there may be situations where a flow shop is not economically viable. Yet due to the enormous advantage of flow shops, this economic benefit is huge, but unfortunately hard to calculate beforehand.
I started this post because of a somewhat heated LinkedIn discussion. Will it satisfy these nay-sayers up? Probably not, and I already hear them stating that these examples are not high-mix enough; or not low-volume enough; or not detailed enough (to nitpick it apart to their liking); or that their case is totally different, or these are obvious (in hindsight); or they take parts of the post out of context, or, or…
Whatever. Besides, they are entitled to their opinion, and maybe I am wrong. I am also not saying all job shops must change to flow shops, but there is often a GARGANTUAN benefit that is vastly underestimated, and despite all the doubters, it is often worthwhile to change to a flow shop. In any case, if I get even one of you to wonder if you could change your job shop to a flow shop, then I am happy and it makes my writing worthwhile. Now, go out, see if you can change your job shop into a flow shop, and organize your industry!
Many thanks to all for the nice examples and the war stories on how to turn a job shop into a flow shop :).
Great article Christoph. It’s really interesting to see you had visited Trumpf. I also visited a few years back (as a customer) and was very impressed that these massive Laser Lines were being built on a Flow Line with an 8 hour TAKT.
I took great inspiration from this, if they can do it with such large products and prove the benefits, there are no excuses for the rest of us.
Yes, I was quite impressed by the Trumpf main plant. I also liked their Gerlingen plant, but for a different reason. (have posts on both). Trumpf is one of the few companies in Germany that truly understand Lean.
Hi Christoph,
how would you turn a custom metal work job shop into a flow shop? I understand it would something be with flow shop with exceptions because of the annealing oven step.
Suppose every customer orders his custom metal shape (small order) and it requires a custom flow. That means I would have to set up multiple or very many flow lines for each product for each customer unless the flow for a product is somewhat identical to another product.
Then a lot of lines would be empty if certain products were not made.
Lets say the (small) company has fewer products and has read the allaboutlean.com blog and wants to create a flow line. If one line requires the multiple use of a very expensive machine then it would need to buy multiple expensive machines in order to create flow.
The owner would probably stick to buy one machine for pressing, one machine for cutting, etc. and use each machine multiple times, … hence: job shop.
Any practical ideas for that shop? ehem… it is my job-shop, but I am sure a lot of small factory owners stand in front of this problem.
Hi Christoph,
I found the answer!
For everyone: https://www.allaboutlean.com/job-shop-to-flow-shop-2/
I will try my best!
Hello 👋 Christoph. I have personally seen and supported a plastic injection mold making job shop to become more aware of how product layout can be transitioned to quasi-process layout and use pertinent lean practices (most widely used was Visual management and track parts processed per period (depending on the types of parts planned for the day) to ensure daily goal was achieved based on daily takt time calculation… Takt was calculated based on the mix of parts to be available for final assembly of injection molded dies.
Keep up the good work and share the knowledge creating an atmosphere to keep learning constantly (with ko stoppages).
Thank you for a great article Christoph. I am a big fan of a flow shop (line or cell), but it is so hart to convince peaple to rearange a layout and whole production concept. It is always the same: We are making so specific product in a specific business model, it is for us imposible to have a line.
My qustion: If the cost-benefit analyse says that ROI of chancing the layout is big (3-5) years (big machnes and instalations), is it a case for establishing a flow line at all, or should we leave it as a job shop?
I am always intruiged at the use of the word ‘takt’, followed by a long-winded explanation that it’s a German word meaning rhythm, pulse, heartbeat etc. (hardly lean!!). In English, it’s ‘tact’, a musical term defined as ‘the stroke in keeping time’. And, as a musical term. I guess it’s probably originally Italian. Similarly we have French words relating to cookery, Japanese for lean stuff, Eskimo for snow….
Sometimes people use ‘TAKT’ which looks like an acronym, and I have no explanation for that, although I was once told that TACT was an abbreviation of Total Available Cycle Time.
What does puzzle me is that smooth-running assembly lines need a healthy respect for standards, and yet the notion of applying this rhythm is attributed to the Germans in the 1930’s. Surely Ford – and others – must have had some standard cycle time before then?
Hi Steve, like many things that are sensible there are probably quite a few instances where it was invented independently. The assembly lines at Ford (and many others before) probably also had a target speed, which could be called a Takt. Toyota supposedly learned it from Germany (via Mitsubishi), but they also tried to learn a lot from Ford. I would be surprised if they would not have noticed something like this at Ford. maybe Junkers gave it a more structured approach. What I think Toyota did differently is to base it on the customer demand and do a strict calculation (not sure if Junkers did this). From the takt via the OEE you can set the target cycle time. Good comment!
Hi Christoph,
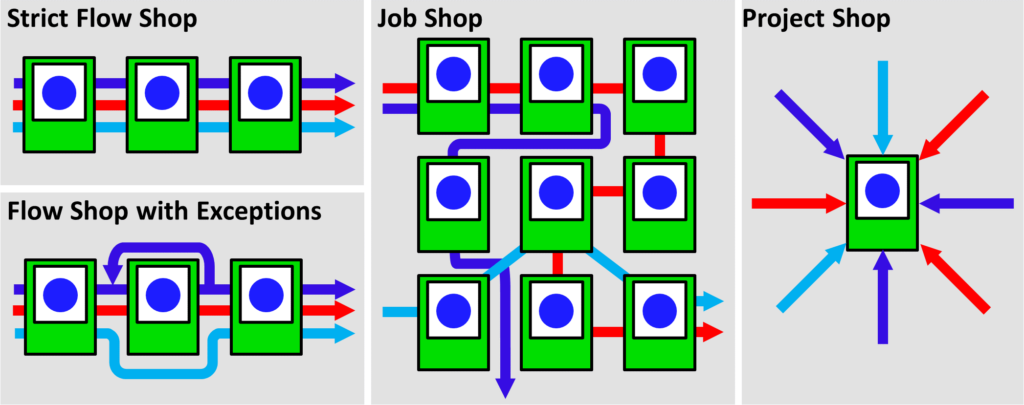
I really enjoyed your article about switching from a job shop to a flow shop. I think a flow shop setup has many benefits that can help a company succeed, even if, as you mentioned, it is not always economically viable. I also thought it was great that you provided many examples of flow shop setups across various industries. This really showed that flow shops can benefit almost anyone in any industry if they set it up correctly. Even with products requiring lots of customization, an adequate flow shop can still be set up (as you showed in the diagram “flow shop with exceptions”). In your experience, have you seen any industries where you think a job shop would be better 100% of the time?
Hi Jason, economically a job shop may sometimes make more sense than a flow shop, especially for very high mix and very low volume, where the products differ not only a little bit but substantially. But i firmly believe that the majority of production would benefit from a flow shop.