

Job shops are a mess. Period. The increased and uneven levels of inventory cause a host of other problems. In my last post I described how these inventory imbalances are caused by irregular material flow, how subsequent safety buffers increase inventory even more, and how this causes staff to change their workplace irregularly in a job shop. In this post I will continue the long list of ills in a job shop with staff changeover losses, extra searching and organizing, fluctuating lead times, and general un-plannability of job shops.
Changes in Staffing Cause Changeover Losses
 Due to these imbalances in material, the workers have to change locations. This also causes waste. The workers have to physically move to the next location, familiarize themselves with the current situation there, and get ready to work. They may also use this opportunity for a small break that will never show up on your time sheet. Overall, you may lose anywhere from five to thirty minutes due to such a change of location. Hence, the more you change locations, the more you lose the time of your workers.
Due to these imbalances in material, the workers have to change locations. This also causes waste. The workers have to physically move to the next location, familiarize themselves with the current situation there, and get ready to work. They may also use this opportunity for a small break that will never show up on your time sheet. Overall, you may lose anywhere from five to thirty minutes due to such a change of location. Hence, the more you change locations, the more you lose the time of your workers.
And this does not even take into account the time needed to figure out where to assign the workers next! This is either the time of the supervisor or, if the workers decide for themselves, the time of the workers. If the workers decide for themselves, a major factor may also be what type of work they like and which one they dislike. If you leave it up to the workers, the popular processes (easy, clean, good money) will be well staffed, while the unpopular processes (dirty, difficult, dangerous, lower pay rates) will have piles of material.
To compound the problem, this is very difficult to plan ahead of time due to the butterfly effect (more below). And since it is difficult to plan ahead, it is impossible to optimize the work sequence. A worker may work at a process at one end of the shop floor, but then may have to work far away at a process at the other end of the shop floor. You will have longer walking distances between processes. Furthermore …
Irregular Flows Cause Searching and Organizing
 In a flow shop it is easy. The next part to produce is simply the next part in line in front of the process. Material transport can easily be standardized or automated to reduce handling time and effort. This is much more difficult in job shops. The workers may not know automatically where the next material comes from, or where the completed goods should go, or both. There may even be multiple choice options. The completed product could go to either one of three processes, but which one would be the best choice?
In a flow shop it is easy. The next part to produce is simply the next part in line in front of the process. Material transport can easily be standardized or automated to reduce handling time and effort. This is much more difficult in job shops. The workers may not know automatically where the next material comes from, or where the completed goods should go, or both. There may even be multiple choice options. The completed product could go to either one of three processes, but which one would be the best choice?
![]() There may be a lack of standards for moving the goods, and probably no automation. Often, the “standard” is only for the forklift driver to keep a lookout for finished goods at the processes, look at the material sheet, and try to figure out where to put it next.
There may be a lack of standards for moving the goods, and probably no automation. Often, the “standard” is only for the forklift driver to keep a lookout for finished goods at the processes, look at the material sheet, and try to figure out where to put it next.
If there was a mistake in the transport, it may take some time for people to notice the wrong part in the pile of open jobs at a process, even more time to inform someone, and then even more time to bring it to the (hopefully) correct location.
Searching and Organizing Requires Skilled Personnel
Even though there are often many mistakes, it is due to the skill and experience of the operators and logistic that the system will not crash totally. Try staffing the job shop logistics with lots of newbies, and see how everything grinds to a halt, whereas with experienced hands it at least stutters not too much.

Overall, you need a longer time to train your staff, where “training” is often simply a sequence of trials and errors over a prolonged period of normal work, with the occasional tip from older colleagues. If you don’t have that many logistic workers to begin with, an old hand leaving can have a bad impact on the performance of the job shop.
Inventory Imbalances Cause Fluctuating Lead Times
Besides the waste of additional material, waiting, searching, and unnecessary organizing, another major problem in job shops is the lead time. The average lead time for a job shop is easy to determine using Little’s law. You divide the inventory (in pieces) by the throughput (in pieces per time) and get the lead time (a time). Since a job shop often has quite a bit more material than a comparable flow shop, the average lead time is usually quite a bit longer than in a flow shop.
However, not only is the average lead time larger, it also fluctuates more due to the inventory imbalances. Some parts happen to have a process sequence that is not so busy, and hence may pass through the system faster. Other parts happen to have a process sequence that is much more crowded, and hence these parts will take much more time. These fluctuations also make it much more difficult to predict a completion date and hence a delivery date with any reasonable accuracy. The given delivery dates usually include quite a bit of time buffer … and even this is sometimes not enough.
Butterfly Effect Causes Planning Uncertainties

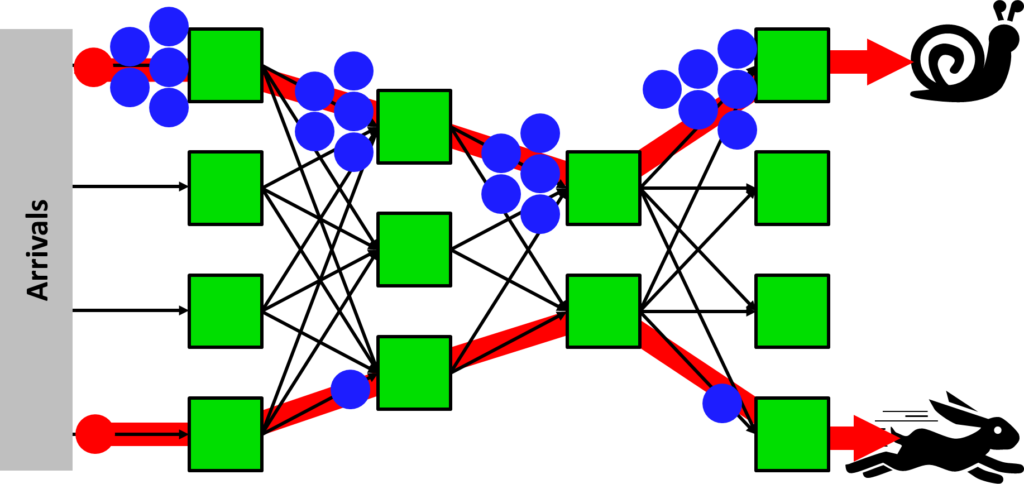
Finally, there is the issue of the overall sensitivity of the system. There are software packages available that try to model the flow of material through a job shop, but such analytical predictions suffer from the butterfly effect. The butterfly effect is a term from nonlinear dynamic systems, where a minor change in the system can drastically change the overall outcome. The example is named “butterfly effect” where (hypothetically) “the flap of a butterfly’s wings in Brazil set off a tornado in Texas.”
You won’t find many butterflies in a job shop, but the effect is the same. A minor delay in one process may causes the part to be behind another part rather than in front of it, which can change the level of utilization (overloading or idleness or in between) for other processes. Hence any deterministic plan you make for your job shop will soon deviate from the reality. It is like the weather report, good for the next few hours, acceptable maybe for two days ahead, but highly unreliable when looking two weeks in advance. Since reality is always right, your plan is wrong, and all the careful effort in planning is wasted.
Planning Uncertainties Cause Reaction Instead of Preventions
Since any plan you make goes out of the window soon due to these uncertainties, a job shop usually has much less planning beforehand, and prevention of issues is difficult. There are some average utilization and workload estimates, but detailed plans when to make which part at which machine are difficult.
Instead, a lot of the effort on the shop floor is reactive, where you try to fix problems as they pop up. However, if the problem is already happening, then it is too late to prevent it, and you can only mitigate the damage. Yet this is common in job shops.
There are lots of software packages out there that try to help you in managing the mess of a job shop, but a job shop is and stays a mess. The only true cure for the mess of a job shop is to turn it into a flow shop. Now go out, turn your messy job shop into a flow shop, and organize your industry!
P.S.: This blog post was inspired by a part in a video presentation by Nampachi Hayashi, which I found through an article by Dirk Fischer. Thanks to all 🙂
Christoph – this is a good topic and one of the ultimate challenges for LEAN managers is a job shop. We found that planning and planning adjustments were critical and implemented a series of planning meetings for critical staff – more frequent but shorter meetings to make necessary resource (labor, inventory, parts, etc) decisions during the shift. We learned a lot and the shared learning among the supervisors was critical for productivity improvements and waste elimination!
Epic thought-provoking information!
Although I don’t work in manufacturing. The concepts and ideas are transferrable!
Great article Christoph. Job shops are a mess, specially if the variation is very high. A method that may work is to schedule the Final assembly and link it upstream by means of a pull system as a CONWIP. However, the units of measure to be used in the cards could be hours instead of units. Does it make sense to you? Thank you.
Hi Nicolas, for job shops, or more generally for make-to-order, CONWIP is in my opinion an excellent pull system. The standard way is to limit the number of open jobs, but there are variants that measure the actual workload and limit the number of workload hours or similar. Both is possible. The workload limit is more accurate, but the number of jobs is much MUCH easier. I usually go for the number of jobs to make the system easier to use, and I believe in most cases this is good enough.
Coincidentally I just wrote the chapter on this for my upcoming book on pull production 🙂
Good morning,
very interesting article!
In my opinion, for solving problems of a Jobshop (HMLV environment), first of all you have to:
– Re-layout (if possible) towards e Group-layout (Cells of code-families)
– Schedul with a Pull-system (e.g. Conwip, Polca)
Hi Sandro, Agree … and already wrote the upcoming posts on how to turn a job shop into a flow shop. Pull systems are quite suitable for job shops, especially CONWIP and Polca (both are major chapters in my upcoming book on pull production).
Very good article. Sadly, many operations choose to organize equipment like they are job shops when in fact they are not.