
 Designing a kanban system on paper is much easier than implementing it on the shop floor. In many of my previous posts I discussed the design of a kanban system in detail. In these two posts I will discuss the steps needed to actually put the system on the ground. This first post is the preparation, and my next post will be the actual switch to the new kanban system.
Designing a kanban system on paper is much easier than implementing it on the shop floor. In many of my previous posts I discussed the design of a kanban system in detail. In these two posts I will discuss the steps needed to actually put the system on the ground. This first post is the preparation, and my next post will be the actual switch to the new kanban system.
Planning Preparation
 Before you implement, you need a few things. This includes, for example:
Before you implement, you need a few things. This includes, for example:
- A value stream design of the new system
- The number of kanban you want to use for each part type (either by calculation or – my preference – by estimation)
- The physical type of the kanban
- The data that goes on the kanban
- Coordination with and support from the people actually using the kanban system
Safety Stock and Timing
Depending on the extent of your changes, you may disrupt production. If something goes wrong, you may also need more time than expected. One possibility is to build up some buffer stock before the implementation to avoid stock-outs.

On the other hand, the more inventory you have, the more inventory is in your way for the actual implementation of the supermarket. You may have to store the goods elsewhere to have the space to install a supermarket and make other changes if needed. A good compromise is to plan the change for a seasonal period of low demand when you don’t need much material anyway. For example, if you produce ice cream, don’t tinker with the system during the hottest days of the summer!
The Supermarket
For your kanban system to work, you need a supermarket. See my posts for Theory and Practice of Supermarkets – Part 1 and Part 2 for details. The supermarket has to be set up depending on the type and quantity of containers that go in there. Ideally, the supermarket should be able to hold all the products for all the kanban cards in circulation. If you are really short on space, you may be able to get away with less space for some high runners, but then you need a backup plan for where to put the material if the supermarket is full.
If the container size allows it, then supermarkets are well suited for rolling lanes. You add the material on one side and it rolls or slides down to the other end. This way it is very easy to create a first-in, first-out system for a supermarket.

In any case, you would have to get an actual supermarket. There are lots of details that are necessary. Does it fit the material? Does it fit in the space? Do you need electrical connection? Is the storage rated for the weight? Are the emergency doors still accessible? The list is endless, and the questions above are only examples of what you may have to keep in mind. If you have the equipment for the supermarket already on hand, you have to install it. Otherwise you have to first order the equipment and then install it. Of course, it is easiest if the equipment is already there and you can re-use the already installed equipment.
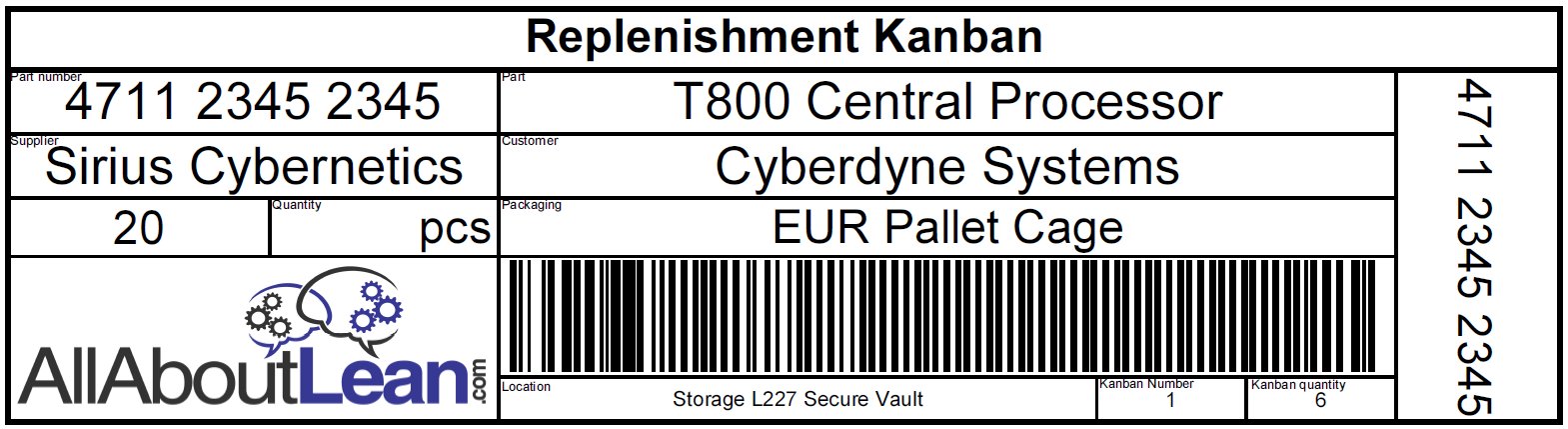
The Kanban Cards
You need kanban cards. Even with a digital system, this usually includes a printer with printed cards attached to the material. Simply print the cards and if necessary insert them in the kanban cover, attach them to the kanban box, or otherwise prepare them. For details on the design of the kanban card, see my post on Kanban Card Design.
Pro Tip: Print a few more cards and put them in your drawer. If for some reason you estimated too few kanban for your system, you can simply pull some more cards out of the drawer and bring them into circulation. You also may need them for the ramp-up if you have more material than kanban cards (see next post). Of course, ideally it should be the other way round: your estimate was too large, and over time you reduce kanban cards from the system. More on that below.
The Flow of the Kanban Cards
![]()
When parts are taken out of the supermarket, the kanban card has to go back to the source to get more parts. Walk the way the kanban cards would go back to the source. Don’t add any cards yet; we will do that later. Ask yourself the following questions:

- Who would bring the kanban cards back?
- How often would this happen?
- Where would the kanban cards be stored at the supermarket in the meantime until the kanbans are picked up to be brought back? (Sort of a mail box for kanban cards.)
- Where would the kanban cards be dropped off?
- If you create lot sizes of more than one kanban card of the same part type: Where? How? Who does it?
- How do you organize the waiting of the kanban for processing? It should be a first-in, first-out system, with the kanban card waiting for production the longest (first in line) should be processed first (unless you have a more complex prioritization system in mind — then see my series of posts on prioritization for details).
The Flow of the Material with the Kanban Cards
![]()
Now walk the way from the start of the production or transport back to the supermarket. Again, we don’t add any kanban cards yet but merely see how the card would move along the line. The kanban should stay with the part at all times. Is this possible? Of course, if for example the part goes through a tempering oven at 1000°C, the paper kanban card won’t make it. Same for coating processes where the kanban is attached to the part.
- Where would you have to remove the kanban? By whom?
- Where would the kanban be put temporarily?
- When is the kanban attached to the part again? By whom?
You see, there are tons of little details to take care of. I highly recommend doing this together with the workers who will handle the kanban cards, both for the information and the material flow.
Okay, now we are ready and prepared to do the actual switch of the kanban system. This will be described in more detail in my next post. In the meantime, stay tuned, and go out and organize your industry!
P.S.: These two posts are based on a question by Felix.
Hi and thank you for a very interesting and easy to understand website. I have been a reader of this site many years and i find it to be more interesting every time i visit.
We are currently in the stage of setting up our first pull based replenishment system to our assembly cells. At first, we will use the two bin system and later on when we have learned how the system works we will make the move to kanban. The problem we are facing now is traceability. Because we, at this point, are not able to make changes to the lotsize from the supplier the problem looks something like this:
Let’s say for example we have two bins for every part type at the assembly cell and the part quantity for one bin is 50 pcs. When the first bin is empty it will give a signal to the material handler to replenish that same quantity from the supermarket and bring the full bin back to the assembly cell. This will all work well when the pallet in the supermarket is full but when the amount on the pallet becomes less than the required quantity to fill upp one bin, the problem with traceability arises. If, for example 10 pcs are remaining on the pallet in the supermarket we need 50 pcs to fill up the bin we need to take 40 pcs from the next pallet from a newer batch to have a full bin to return to the assembly cell. Every pallet in the super market (one for every part type) have a ID number that contains data about the part (for example manufacturing date, arrival date, quantity, suppliers batch number for traceability etc.) The ID number is scanned at the assembly cell every time a change in the pallet ID number occurs. It is not possible for us to have two ID´s per bin and one ID per bin would be okay if the amount left on the pallet is 100 pcs (50 pcs per bin) but that is very unlikely to happen (because of, for example, a defect part found at the testing stage at the assembly cell). For the traceability we need to know which supplier batches are used in which product. (every product we produce have a serialnumber so we can trace which supplier batches are used in which product). Do you have any tips or ideas to help us with this problem?
Thank you in advance!
Hi Alexander, indeed this is a tricky problem. I think there are two possible solutions, neither of which is really good. Somehow you have to keep track of the information of the parts (the batch number) within a single box (kanban card).
Option A: You could make a moveable divider in the box, and somehow keep a FIFO sequence within the box. I.e. the front part of the box is the old batch, then you have a divider, and the second half of the box is the new batch. Depending on the shape of the box and the parts this could work.Optionally, you could introduce a temporary third box, where the 2nd box is refilled with the current batch, and the third box is filled up with the remaining parts from the next batch. This third box is only used if you get to the end of a batch.
Option B: You make the number of parts per box not fixed but variable (i.e. not 50 per box, but e.g. 30-60 pcs per box). The person refilling should be instructed to not leave any “leftovers” of the current batch on the pallet, and either “overfill” or go slightly below the target of 50. This of course depends on the max size of the box AND the minimum required to keep the system going until refill. Depending on the min-max gap it may work in any situation, or the re-filler needs to think ahead (i.e. if there are 120 parts left, he ca make three boxes of 40 each).
Option C: Do you really need traceability? Probably yes, but I just want to cover that idea, too.
Hope this helps and gives you some inspiration. Happy holidays!
Hi and thank you very much for your fast reply! Indeed, we have played with the idea of variable quantity per box (Option B) and even a divider in the box separating the two batches apart (Option A). Your tips will really help us going forward with this. Based on this information we will take the next step and start testing the different options to see how the system behaves in “real life”. P.S It was a good idea to include option C because we have also tought about that and came to the conclusion that not all parts need traceability to be precise, just the “critical parts” have that need, if we call them by that name.
Happy holidays and thank you once again!
If we both independently come to the same conclusions, then these are probably good ideas. Best wishes in implementing 🙂
One of the important things to keep in mind when getting a certain kind of ramp is to make sure that you may need more time when it comes to implementing the new ramp system especially when it’s done during business hours. A good way to compromise having to deal with the repairs is to either get it repaired at the end of the day or wait until the weekend before actually taking a second look at them! If I had the chance to use these ramps I would have to be careful when it comes to moving things around.
Hello Christoph,
A Kanban system can effectively control a repetitive manufacturing environment. However, I think it is not suitable for a non-repetitive manufacturing environment. Could you kindly comment on this?
Thank you in advance.
Hi Murat, absolutely right. Kanban is for Make-to-Stock items only. For Make to Order please look at CONWIP.