
 Changeover sequencing is simply creating a production sequence that reduces the changeover effort. For example, in injection molding, colors are often changed from light to dark to reduce the cleaning effort. However, like all production sequencing (like leveling, lot sizing, prioritization,….), it adds to the replenishment time. Especially if you are using pull production, a consistent replenishment time reduces fluctuations, whereas an inconsistent replenishment time increases fluctuations and hence waste. But how can we get a more consistent replenishment time?
Changeover sequencing is simply creating a production sequence that reduces the changeover effort. For example, in injection molding, colors are often changed from light to dark to reduce the cleaning effort. However, like all production sequencing (like leveling, lot sizing, prioritization,….), it adds to the replenishment time. Especially if you are using pull production, a consistent replenishment time reduces fluctuations, whereas an inconsistent replenishment time increases fluctuations and hence waste. But how can we get a more consistent replenishment time?
Introduction

As I have explained in previous posts (here, here, and here), a changeover sequencing is a production sequence aimed to reduce the changeover effort. For example, injection molding processes like to sequence from lighter colors to darker colors to reduce the cleaning effort, since a speck of white plastic in a black part will be much less noticeable than a speck of black plastic in a white part. Changing tools takes longer than cleaning; hence, a good sequence may do all colors of one shape (i.e., tool) first before switching to the next shape. If there is no need for certain products; the product is simply skipped and the next product in the sequence is produced.
 Creating the sequence is not that hard, but the challenge is in making the total sequence a consistent duration before the same item is produced again. Since each product is (usually) produced only once during the changeover sequence cycle, the inventory of this product needs to satisfy the demand until the next production run. The longer the sequence, the more inventory you need to cover the time until it is reproduced again. And, we all don’t really want a large inventory due to all the costs associated with it. This is true for all make-to-stock items, regardless whether it is push or pull, but in pull the problem will be more visible.
Creating the sequence is not that hard, but the challenge is in making the total sequence a consistent duration before the same item is produced again. Since each product is (usually) produced only once during the changeover sequence cycle, the inventory of this product needs to satisfy the demand until the next production run. The longer the sequence, the more inventory you need to cover the time until it is reproduced again. And, we all don’t really want a large inventory due to all the costs associated with it. This is true for all make-to-stock items, regardless whether it is push or pull, but in pull the problem will be more visible.
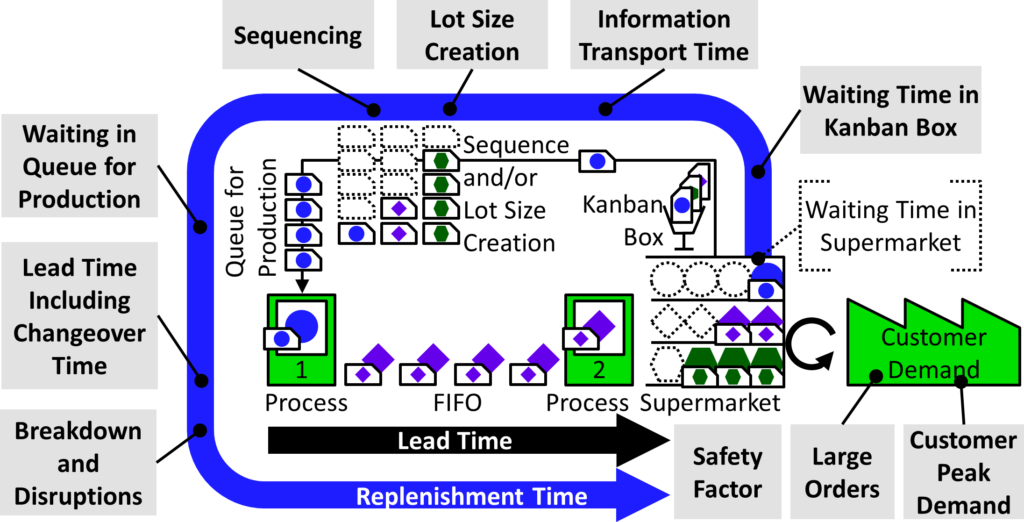
However, not only the average duration of a changeover sequence cycle, but also the fluctuations. Your inventory not only needs to cover the average duration of a changeover cycle, but the (reasonably) worst-case fluctuation of such a cycle. Hence, you should not only try to reduce the average duration of a sequence (hint: smaller lot sizes!), but also the fluctuation of the sequence. In pull, the sequencing (including the changeover sequencing) is one of the elements that go into the replenishment time, which determines the inventory limit, as shown below.
The problem is slightly less relevant for make-to-order production. The average duration is still relevant. Having a long and detailed changeover sequence will increase the lead time for the customer proportionally, besides the inevitable rush job that messes up your sequence anyway. The fluctuations, however, are usually taken care of by prioritizing the jobs due to the due date anyway.
A Highly Fluctuating Way for Changeover Sequencing
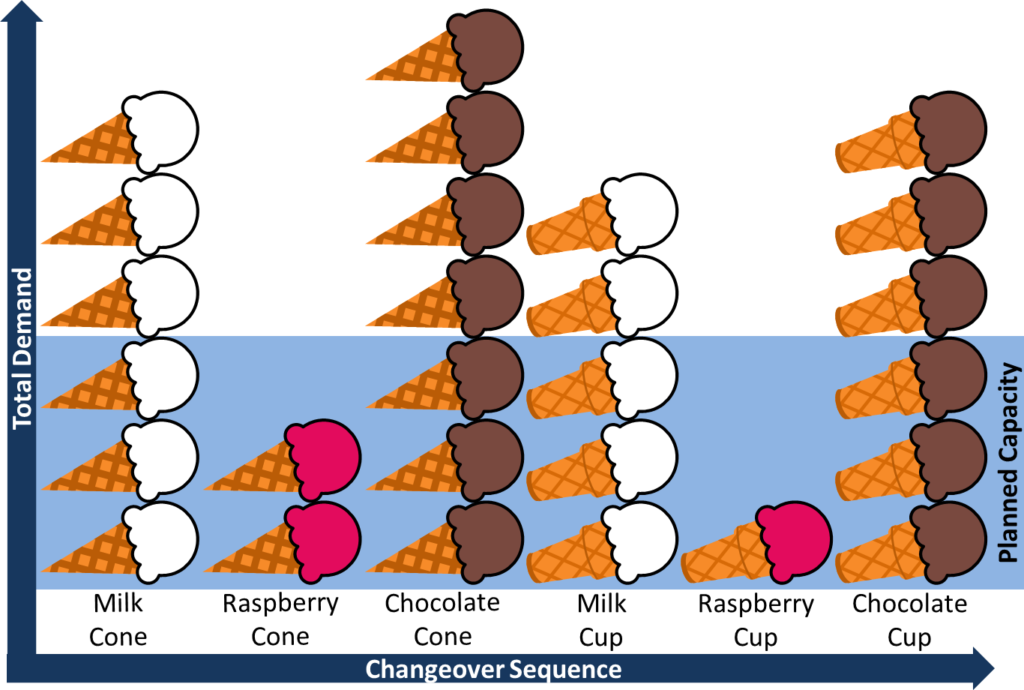
 Let’s use again the example of ice cream from previous posts, shown here. We have three flavors and two different types of cups. We go from light color (milk) to medium (raspberry) to dark (chocolate) before changing the waffle tool and repeating the flavors. Hence, we have a total of six different product types. The graph below shows the sequence, and also the total possible production orders, where each cone or cup represents one hour of production. We could produce six hours worth of milk ice cream cones, two hours worth of raspberry ice cream cones, seven hours worth of chocolate cones, and so on.
Let’s use again the example of ice cream from previous posts, shown here. We have three flavors and two different types of cups. We go from light color (milk) to medium (raspberry) to dark (chocolate) before changing the waffle tool and repeating the flavors. Hence, we have a total of six different product types. The graph below shows the sequence, and also the total possible production orders, where each cone or cup represents one hour of production. We could produce six hours worth of milk ice cream cones, two hours worth of raspberry ice cream cones, seven hours worth of chocolate cones, and so on.

If a manufacturing person sees this, the common reaction would be to just make as much as possible to reduce the changeover effort. In this case, make all six hours worth of milk cones in one go. However, some of these production orders may not be needed anytime soon, and by simply doing everything, we increase our average changeover cycle. The fluctuations also depend simply on what possible orders or kanbans are available for the system; hence, we will have a very long and fluctuating changeover cycle, which in turn will increase the needed inventory.
Fixed Capacity Changeover Sequencing
A much better way would be to limit the capacity for each changeover sequencing slot. Assume, for example, you want the entire sequence to be 18 production hours, or 18 icons in the diagram. The easiest approach is simply dividing the hours on the products. Hence, for our example we would have three hours for each product type as shown below, where the capacity for each product is highlighted in blue.
However, it is also very easy to see that having the same capacity for each would be not good. The less popular products (i.e., raspberry) would be produced faster than necessary, or even have unused production capacity. The more popular products (chocolate, of course) would have to wait more even though there is a high demand. Overall, a fixed capacity for all would be quite obviously not so good. It would be much better to have the capacity match the proportional demand (i.e., high runners get more capacity, low runners get less). The graph below still has a total of 18 hours of capacity in the production sequence, but now the high runners get more capacity than the exotics.
 This is much better, but still has some inflexibility. Assume, for example, that Beyonce said that milk ice cream gave her hickeys, but raspberry ice cream is the new “it” ice cream flavor. Suddenly your demand for milk ice cream breaks down, but your demand for raspberry goes through the roof. At a minimum you should adjust the capacity for each product type regularly. Overall, this approach is feasible, but there is something that offers better performance – at the cost of more planning.
This is much better, but still has some inflexibility. Assume, for example, that Beyonce said that milk ice cream gave her hickeys, but raspberry ice cream is the new “it” ice cream flavor. Suddenly your demand for milk ice cream breaks down, but your demand for raspberry goes through the roof. At a minimum you should adjust the capacity for each product type regularly. Overall, this approach is feasible, but there is something that offers better performance – at the cost of more planning.
Flexible Changeover Sequencing
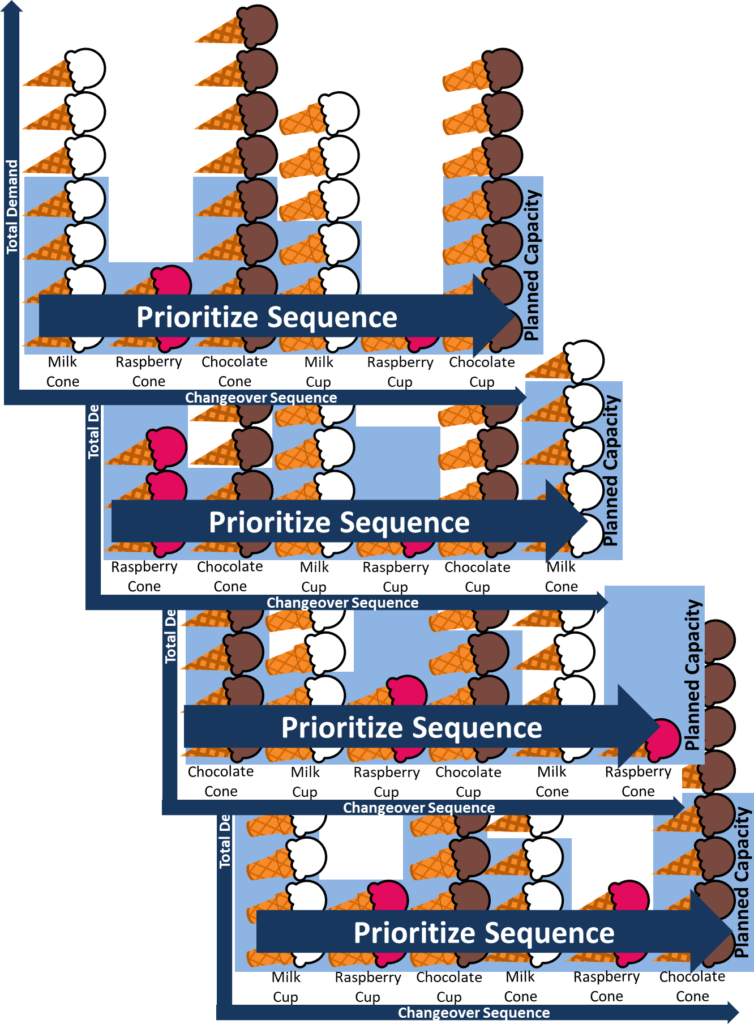
A more flexible approach would be to prioritize the changeover sequence every iteration, or even every slot. You can fill the available capacity in the changeover sequence with the most important jobs after every cycle.

Even more flexible – but also much more work – is to adjust the priority before every changeover. Which jobs do you want to do during the next changeover cycle? There may be not much change from the previous priority (except for the priorities of the just completed part type, which is now at the end of the current changeover prioritization). However, if there is a change to the demand, you may have small adjustments.
Summary
Overall, you could use a fixed slot size, which is the easiest. You could also re-prioritize every iteration of the changeover sequence, or even before every changeover, although this takes more management effort. If your demand changes not so much between changeover cycles, you may just go for the easy approach. On the other hand, if your demand wildly fluctuates you may adjust the quantities for the changeover cycle more frequently. Of course, every plant claims that their customer fluctuations are terrible, but the real question here is do you want additional management overhead effort for frequent adjustments, or can you live with a slightly larger inventory but less organizational work. And, please note that these fluctuations also heavily depend on the length of your cycle, hence (again) I encourage you to use smaller lot sizes to make the entire changeover cycle smaller. Now, go out, stabilize your changeovers, and organize your industry!
I love these series.Interesting stuff. Is it part of your book or extra material?
Hello JDS, this section is not (yet) part of my book, sorry. I wrote it only after the book. But I am planning a second book for sequencing, in which case this post will be included (heavily modified of course).
Thank you for another great article emphasizing the importance of a smooth changeover sequence. As you mention in the Ice Cream example, you cannot simply divide the desired production time between goods, as each item has a different level of demand. This scenario shows how there would be excess production of raspberry cones if this method is used. It is interesting to see that in order to have maximum flexibility you want to prioritize the changeover sequence each iteration. This way the more important tasks are being taken care of.
Thank you for sharing this post! The example of using ice cream for this definitely helps explain it well. Prioritizing the changeover sequence, although it requires more work sounds like the best idea in this situation.
Another interesting post about changeover sequencing that is easy and interesting to follow! I really found it interesting reading about fixed capacity and proportional demand capacity. Definitely very important to take those into account in order to not have a waste of resourcing or time. This makes me wonder how else the changeover sequence that you used as an example could be improved upon further to decrease the time it takes.
Professor,
Thanks for sharing this post! I really like the graphics included. I found it interesting when you adjusted the capacity based on demand for each flavor. Adjusting this for fluctuations in demand is also a very good call out. This would definitely, like you said, increase the managerial load but in some cases I see this being beneficial to the output of the facility.
Thanks
Many thanks to all for the nice comments 🙂 . I indeed do like ice cream…