
 调整型号顺序是解决这种各型号工作量不均衡的生产线的一种常用方式。在上一篇文章中,我讨论了排序的基础知识和节拍时间(takt time)的计算。这篇文章探讨调整工作量和调整缓冲库存的基本知识–但我仍然先针对只有一个不平衡工站的情况简单介绍。后面的文章将对有多个不平衡工站的情况进行更深入的探讨。
调整型号顺序是解决这种各型号工作量不均衡的生产线的一种常用方式。在上一篇文章中,我讨论了排序的基础知识和节拍时间(takt time)的计算。这篇文章探讨调整工作量和调整缓冲库存的基本知识–但我仍然先针对只有一个不平衡工站的情况简单介绍。后面的文章将对有多个不平衡工站的情况进行更深入的探讨。
关于工作量
 在上一篇文章的最后一步中,我们算出了每种型号需要的节拍时间。让我们再次以一辆双门车型和四门车型为例,其中安装四门的时间是两门门的两倍,目标节拍时间是每辆车60秒。如果有一个50:50的组合,你需要让四门的节拍时间为80秒,两门的节拍时间为40秒,以达到平均60秒。
在上一篇文章的最后一步中,我们算出了每种型号需要的节拍时间。让我们再次以一辆双门车型和四门车型为例,其中安装四门的时间是两门门的两倍,目标节拍时间是每辆车60秒。如果有一个50:50的组合,你需要让四门的节拍时间为80秒,两门的节拍时间为40秒,以达到平均60秒。
因此,你现在必须确保工作站能够在40秒内完成两门安装,在80秒内完成四门安装,这意味着节拍时间必须更快一些,其差异就是OEE。为此,你可以使用各种常规工具来改变节拍时间(包括takt time和cycle time)。
如果工作量太大,你可以再增加一个员工。或者你可以把工作分给其他工位。或者你可以增加或优化工装和设备,使操作能够更快。
如果工作量太少,你可以减少一个员工。或者可以分一些其他工位的工作内容给员工。总的来说,你有各种可用的工具方法来调整你的工作量,解决生产线平衡的问题。但对于不同型号有不同工作量和节拍时间的工位,有一些特定的限制:
- 无论哪个型号的产品,必须有相同数量的员工。不要短时间内根据型号节拍时间不同而调整员工。此外,他们也不应该有明显的空闲等待时间。
- 任务不能根据产品在不同的工位之间切换。举个反面例子,如果在车门工位需要安装两扇门,你也需要安装后视镜,但如果你需要安装四扇门,把后视镜的安装放在其他工位,这种方式就很糟糕。这会给其他工位造成不平衡,而且可能会发现后视镜忘装了。我建议在正常生产期间不要在各个工站之间切换任务。所有的工作任务都需要放在本站。你可以跳过任务(例如,如果汽车不需要天窗,就不安装天窗),但你不能把它们根据型号不同而转移到其他工位。
- 平均节拍时间必须与线节拍时间相匹配。如前所述,该工站所有型号的加权平均节拍时间需要与整条生产线的线节拍时间相匹配。该工作站既不应该比生产线的其他部分更快或更慢。
在这,我们并不关心设备的等待时间。因此,只要对工作任务有帮助,你可以让每个型号有单独的设备或工装。
关于缓冲库存
因此,现在你已经为你的不同型号在这个工站定义好了节拍时间。这些型号的加权平均节拍时间与线节拍时间相匹配。但千万别忘了,单个型号的节拍时间与线节拍时间还是有差异的。有些型号节拍时间更长(如四门汽车),一些型号更快(如双门汽车),也有可能有型号的节拍时间同线节拍时间相匹配(如三门汽车)。 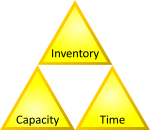 因此,在平均节拍时间一致的情况下,也存在型号间的差异。
因此,在平均节拍时间一致的情况下,也存在型号间的差异。
因此,你需要对这些波动进行缓冲。有三种基本的方法来隔离波动的影响。可以用库存做缓冲,通过产能缓冲,或通过时间缓冲。最经常使用的是通过库存作为缓冲。但在我更详细地介绍库存缓冲之前,让我先解释下其他两种缓冲方式。
产能缓冲
 产能缓冲会根据实际需求增加和减少可用产能。在我之前的文章中,我已经解释了为什么频繁调整工位员工的数量会有问题,我重复一下,根据不同型号调整工位上员工的数量不是好方法。对于较小的波动,员工可以自行调节,生产的快一些或慢一些。但对于平均节拍时间而言,需要与线节拍一致,而且是一个会让员工保持忙碌且又不超负荷的工作量,同时也是一个可持续执行多年都不会有问题的工作量。
产能缓冲会根据实际需求增加和减少可用产能。在我之前的文章中,我已经解释了为什么频繁调整工位员工的数量会有问题,我重复一下,根据不同型号调整工位上员工的数量不是好方法。对于较小的波动,员工可以自行调节,生产的快一些或慢一些。但对于平均节拍时间而言,需要与线节拍一致,而且是一个会让员工保持忙碌且又不超负荷的工作量,同时也是一个可持续执行多年都不会有问题的工作量。
在短时间内,员工可能会为了能节省一些休息时间,操作的稍微快一些。因此,当遇到稍长节拍时间和稍短节拍时间的型号,员工会在长节拍时间型号生产时操作的稍微快一些,然后在生产稍短节拍时间的时候可以稍放松些。
这甚至会自然而然的发生,如果员工看到工作量高的型号过来,或者其他员工在等他,他会下意识地加快速度。如果工作量下降,而他又不得不等待其他员工,他就会放慢速度。对于手动工作来说,只要平均数没有问题,那么节拍时间±10%的差异通常不是问题。但向工会推销这个想法,可能会有点困难。
时间缓冲
 还有一个选择是时间缓冲,这种情况最糟糕。这意味着如果该站没有及时完成作业,其他工站的员工不得不等待该工站的员工。如果该站比其他站快,该站就必须等待。请记住,我们讨论了这么多,都是为了减少员工的等待时间,从而避免低效和浪费。
还有一个选择是时间缓冲,这种情况最糟糕。这意味着如果该站没有及时完成作业,其他工站的员工不得不等待该工站的员工。如果该站比其他站快,该站就必须等待。请记住,我们讨论了这么多,都是为了减少员工的等待时间,从而避免低效和浪费。
这种类型的缓冲不需要任何计划,因为它是解耦波动的最后的默认方式。如果出了问题,不管是产能(生产)还是库存,都必须有人等待(客户、员工、供应商等)。再说一遍。我们希望避免通过时间来缓冲波动的情况。
库存缓冲
 通常情况下,缓冲的最佳方式是通过库存。可以在工作站之前创建一个缓冲库存,根据型号节拍时间的不同,这个缓冲库存会被填满和清空。同样地,在工站后的缓冲库存也是类似的情况。从心理角度上讲,在工作站之前的缓冲库存往往让员工心理上好受一些,但从技术角度上讲,这没什么区别。
通常情况下,缓冲的最佳方式是通过库存。可以在工作站之前创建一个缓冲库存,根据型号节拍时间的不同,这个缓冲库存会被填满和清空。同样地,在工站后的缓冲库存也是类似的情况。从心理角度上讲,在工作站之前的缓冲库存往往让员工心理上好受一些,但从技术角度上讲,这没什么区别。
这里你还必须考虑生产线的类型。如果是如下图所示的非结构化定时生产线,你只需在工站之前添加所需的缓冲。 
我们已经讨论过,脉冲线(如下图)不太适合这种混合型号生产。
在连续移动生产线上,缓冲区只是生产线上一个更宽的槽(员工的工作范围)。例如,如果生产线每分钟移动6米,就会给一个需要60秒的站点分配一个6米宽的槽位。 如果该工位需要80秒,该工位将有一个8米宽的槽。如果该工站有时需要40秒(两门车型),有时需要80秒(四门车型),你就需要一个8米宽的槽以覆盖所有情况。如果你生产两门车型,这其中的4米的差异就是缓冲区。 
这种连续移动装配线的优点是,你可以添加非零件整数倍的缓冲库存。对于非结构化生产线,你只能添加零件整数倍的缓冲库存。但对于连续移动的产线来说,这是可行的。我们就是这样做的。通过使槽宽为8米,我们增加了相当于三分之一个零件的缓冲。看上去不错,不是吗?
我会在下一篇文章中继续介绍这个话题,这个系列的文章非常长,请继续关注。在那之前,请走出去,组织你的行业!
P.S.非常感谢Mark Warren的意见。
系列文章
- 混合型号排序–简介
- 混合型号排序–彻底解决问题
- 混合型号排序–调整产能
- 混合型号排序–简单实例
- 混合型号排序–简单实例 工作量和缓冲
- 混合型号排序–简单实例 排序
- 混合型号排序–复杂实例
- 混合型号排序–复杂实例 基础数据
- 混合型号排序–复杂实例 排序1
- 混合型号排序–复杂实例 排序2
- 混合型号排序–复杂实例 序列检验
- 混合型号排序–总结
这里还有第7至11帖的排序实例Excel文件,其中有复杂实例。请注意,这不是一个工具,而只是我的一些计算方法,仅供参考。
Translated by Xie Xuan