
 缩短前置时间的另外两个要素是产能和批量。产能有很多优势,但相对与其它方法而言,产能对前置时间的影响较小。批量的减小可以产生较大的影响,通常批量大小这个概念与按库存生产方式相关。如果想缩短前置时间,这两种方法都值得看下。
缩短前置时间的另外两个要素是产能和批量。产能有很多优势,但相对与其它方法而言,产能对前置时间的影响较小。批量的减小可以产生较大的影响,通常批量大小这个概念与按库存生产方式相关。如果想缩短前置时间,这两种方法都值得看下。
提高产能
缩短前置时间的另一种可行的方法是加快系统的速度(即提高产能),即在相同的时间内生产更多的零件。
 提高产能听起来很简单是吗?实际并非如此。如果你只是随意提升工艺的速度,会浪费大量的精力。一个系统的产出是由瓶颈决定的,因此需要找到瓶颈。但瓶颈在不同的工序之间转移,这使问题更复杂了。我花了很多时间开发了两种方法来识别转移瓶颈,活跃期法和瓶颈漫步。一旦找到了潜在瓶颈,就需要改善它们。虽然可能首先想到的是技术解决方案,但也有改善瓶颈的组织解决方案。更多细节,请参见瓶颈管理系列,无论如何产能都值得被改善。
提高产能听起来很简单是吗?实际并非如此。如果你只是随意提升工艺的速度,会浪费大量的精力。一个系统的产出是由瓶颈决定的,因此需要找到瓶颈。但瓶颈在不同的工序之间转移,这使问题更复杂了。我花了很多时间开发了两种方法来识别转移瓶颈,活跃期法和瓶颈漫步。一旦找到了潜在瓶颈,就需要改善它们。虽然可能首先想到的是技术解决方案,但也有改善瓶颈的组织解决方案。更多细节,请参见瓶颈管理系列,无论如何产能都值得被改善。
在实际工作中,产能可以通过线节拍来衡量,节拍是产能的倒数,这个线节拍包含了平均损失。一个产品完成的平均时间是多长?减少这个时间将有助于改善前置时间。如果我们用线节拍时间代替产能,利特尔法则中的前置时间方程式可以重新排列,如下图所示:

这是一个线性关系。如果把线节拍时间缩短一秒,就可以会把前置时间缩短一秒……并且是系统中的每一个零件都缩短1秒。因此,如果系统中有1,000个零件,前置时间就会减少1,000秒。最简单的方法是用百分比来看待这个问题。减少x%的线节拍将减少同样x%的前置时间。
 对大多数生产人员来说,提高产能是日常工作。因此,可能系统已经进行过很多次的改进,进一步改进的潜力当然存在,但不一定容易且经济,这取决于系统,需要权衡。当然提高产能还有其它很多好处,比如生产速度快了,可以优化员工工作安排从而减少员工,或者减少设备的投资。当然产能得提升还有一个不太明显的优势,速度较快的生产线波动的绝对值要小一些,但对大多数系统来说,这个优势意义并不大。总之,降低线节拍(增加产能)可以使前置时间按比例减少。
对大多数生产人员来说,提高产能是日常工作。因此,可能系统已经进行过很多次的改进,进一步改进的潜力当然存在,但不一定容易且经济,这取决于系统,需要权衡。当然提高产能还有其它很多好处,比如生产速度快了,可以优化员工工作安排从而减少员工,或者减少设备的投资。当然产能得提升还有一个不太明显的优势,速度较快的生产线波动的绝对值要小一些,但对大多数系统来说,这个优势意义并不大。总之,降低线节拍(增加产能)可以使前置时间按比例减少。
减少批量大小(适用于按库存生产方式)
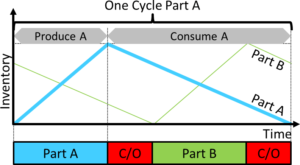
最后,可以通过减小批量大小来缩短前置时间。当然,通常这个方式适用于按库存生产的生产方式。在按库存生产的系统中,批量大小影响着库存大小。下面是一个有两个型号零件的简单例子,各型号零件的库存分别为蓝线和绿线。
如果把换型时间缩短一半,就可以减小批量大小。库存也会随之减少,如下图所示。根据利特尔法则,这也会缩短前置时间。这两张图都源自SMED:减小批量或是增加工作时间?文中的示例。

因此,对于按库存生产的系统来说,减小批量可以按比例减少库存,从而缩短前置时间。确切的数字取决于零件的数量。减少库存能有如此大的影响,这是精益生产为什么一直致力于减小批量的动力。库存的减少可以大大的节约成本。但前置时间的缩短对客户来说意义通常不大,因为客户无论如何都是直接从超市中取货。但这对系统中信息流的速度影响很明显,质量问题可以更快的被识别,产品切换可以更快,系统的整体运行会更精益。因此,减小批量可以减少与库存有关的成本,对降低前置时间影响很小,对客户的影响也很小。
 减小批量这种方法对按订单生产的系统几乎也不怎么奏效。按库存生产的系统通过批量形成库存,通过库存覆盖零件的补货时间,但按订单生产的系统没有库存,减小批量只能让一个较大的订单跨越更长的时间周期。虽然可以这么做,但并不会缩短平均的前置时间。唯一的好处是通过这种均衡生产,让供应商的原材料供应更稳定。此外也更容易使一些更紧急的任务插入这个系统。如果想要要显著缩短平均前置时间,就需要说服客户更频繁的小批量订货,但如果是这样,使用按库存生产的系统又会更合适。
减小批量这种方法对按订单生产的系统几乎也不怎么奏效。按库存生产的系统通过批量形成库存,通过库存覆盖零件的补货时间,但按订单生产的系统没有库存,减小批量只能让一个较大的订单跨越更长的时间周期。虽然可以这么做,但并不会缩短平均的前置时间。唯一的好处是通过这种均衡生产,让供应商的原材料供应更稳定。此外也更容易使一些更紧急的任务插入这个系统。如果想要要显著缩短平均前置时间,就需要说服客户更频繁的小批量订货,但如果是这样,使用按库存生产的系统又会更合适。
这是本系列探讨生产系统中的前置时间的最后一篇文章。如果想缩短前置时间,库存、波动、利用率、产能和批量是可以使用的重要手段。下一篇文章,也就是本系列的最后一篇将探讨研发过程的前置时间。在那之前,请继续关注,走出去,组织你的行业!
系列文章
P.S.: 感谢Rajan Suri对本系列文章的启发, 也请参见他的著作Quick Response Manufacturing第7章和 It’s About Time第3章。
- Suri, Rajan. It’s About Time: The Competitive Advantage of Quick Response Manufacturing. 1 edition. New York: Productivity Press, 2010. ISBN 978-1-4398-0595-4.
- Suri, Rajan. Quick Response Manufacturing: A Companywide Approach to Reducing Lead Times. Portland, Oregon, USA: Taylor & Francis Inc, 1998. ISBN 978-1-56327-201-1.
Translated by Xie Xuan