
 瓶颈漫步是迄今为止我最喜欢的识别车间瓶颈的方法(不仅因为它是由我开发的,而且还因为它真的很好用!)。你可以识别出转移瓶颈,不需要使用任何数学方法,也不需要测量时间,只需沿着生产线行走并观察生产线。这似乎简单的无法相信,但这方法的确很有魅力。由于这个话题比较长,我将这个话题分成了两讲。这第一篇文章详细介绍了如何找到当前的瞬时瓶颈。第二篇文章详细介绍了如何看到瓶颈的全局。请看下面关于瓶颈的这一系列文章的完整列表 。
瓶颈漫步是迄今为止我最喜欢的识别车间瓶颈的方法(不仅因为它是由我开发的,而且还因为它真的很好用!)。你可以识别出转移瓶颈,不需要使用任何数学方法,也不需要测量时间,只需沿着生产线行走并观察生产线。这似乎简单的无法相信,但这方法的确很有魅力。由于这个话题比较长,我将这个话题分成了两讲。这第一篇文章详细介绍了如何找到当前的瞬时瓶颈。第二篇文章详细介绍了如何看到瓶颈的全局。请看下面关于瓶颈的这一系列文章的完整列表 。
观察结果
瓶颈漫步是基于对流水生产系统的一些简单观察。观察特定的库存和工序以确定瓶颈。你不需要任何无法通过直接观察得到的测量结果,也不需要任何计算。
观察工序
瓶颈漫步的一部分工作是观察工序。如果你观察一个工序或一台机器,你可以看到这个工序处于不同的状态。例如它可以:
- 正在加工零件
- 正在为下一个产品换型(如SMED)
- 正在故障中
- 正在等待物料(待机)
- 等待已完成零件的运输(阻断)
- 正在维护
上面的例子可能是最常见的,当然还有更多的特殊情况。仅仅通过观察这些工序状态,我们不能说一个工序是否是当时的瞬时瓶颈。 但是我们可以肯定地说,什么时候它不是瓶颈!只要工序在等待其他东西,它就不可能是瓶颈。不仅如此,如果我们知道工序不是瓶颈,我们还可以说瓶颈在哪个方向上。
- 如果工序在等待零件,瓶颈方向就在这些零件来的方向(上游工序)。
- 如果工序在等待运输或被阻断,瓶颈方向就在这些零件去的方向(下游工序)。
当然,这对分支流程也是适用的。例如某个工序中需要组装两个零件,而其中一个零件来料缺失,那么瓶颈就在这个缺失零件的流程上。 
在观察工序时,有一件事可以牢记,以使观察更容易。由于大多数系统通常有类似的节拍时间,通常没有太多的等待。因此,在许多观察中,看不到多少等待。
但有一个技巧。当你观察一个工序并发现该工序正在加工一个零件的时候,那么你应该等待该工序完成其作业。在该零件完成后,该工序可以立即开始下一个零件,还是该工序必须等待?如果工序必须等待,那么工序必须等待什么?在这里,即使是等待零件或运输的微小延迟也会造成差异。根据我的经验,有可能观察到的等待时间会低至0.几秒或更少。这些微小的等待时间决定了瓶颈的方向。
当然,如果加工下一个零件没有延迟,我们就无法观察到瓶颈方向。然而,这通常不是一个问题,我们将在后面看到。
观察库存
对库存也采取了类似的方法。首先库存不能成为瓶颈。如果有的话,输出库存的工序可能是瓶颈,但库存本身不会是瓶颈。根据库存的状态,我们也可以知道瓶颈的方向。
- 如果库存已经空了或快空了,瓶颈可能在上游。
- 如果库存已经满了或快慢了,瓶颈可能在下游。
- 对于一个半满的库存,我们无法判断瓶颈的方向。
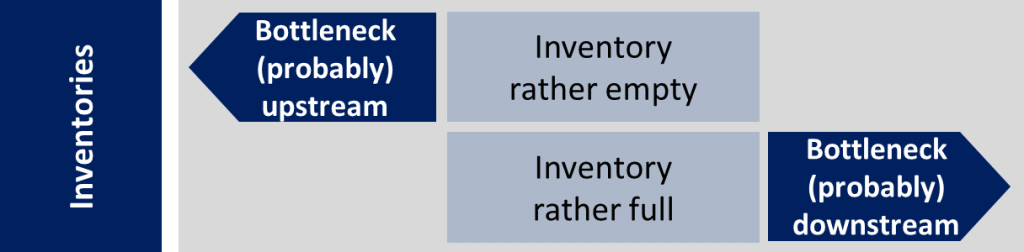
同样,对库存的简单观察可以告诉我们瓶颈的方向,或者更准确地说,瓶颈的可能方向。观察一个工序通常会给出一个关于瓶颈方向的明确答案。另一方面,库存只是给出一个可能的瓶颈方向。库存越空,瓶颈就越可能在上游。库存越满,瓶颈就越有可能在下游。
我们知道什么时候库存是空的。如果库存有一个确定的上限,例如在先进先出(FIFO)的通道上,我们也知道什么时候库存是满的。但并不是所有的库存都有一个明确的上限。在某些情况下,上限取决于员工能找到多少空间来存放零件。在这种情况下,“满“的定义取决于员工对库存直觉。这并不完美,但对于我们的目的来说已经足够了。
根据我的实践经验,我通常将库存容量除以3。
- 如果库存是1/3满或更少,瓶颈在上游。
- 如果库存在1/3和2/3满之间,我们不知道瓶颈的方向。
- 如果库存超过2/3满,瓶颈就在下游。
瓶颈在哪里?
沿着生产线漫步,在多个地点观察瓶颈方向,现在可以知道当前瓶颈的位置。我通常在瓶颈的方向上画箭头。每当两个箭头互相指向对方时,中间一定有一个瓶颈。
在下面的例子中,我使用了一个简单的系统,包括四个工序和五个先进先出(FIFO)的库存,每个工序的最大容量为四个零件,如下图所示。对于库存,我认为库存中的0个或1个零件是瓶颈在上游的标志。3个或4个零件是瓶颈在下游的标志。如果库存中正好有两个零件,我们就无法判断瓶颈方向。 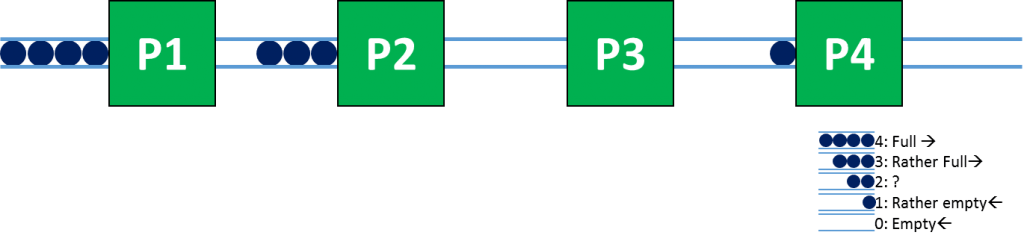
理想情况:只有一个瓶颈,所有数据都有结论
在理想情况下,除了一个工序以外,我们可以在其他所有观察到的工序和库存中找到明确的瓶颈方向。所有方向都指向一个工序。这个例子显示如下,可以清楚地看到基于库存的瓶颈方向。 
工序的瓶颈方向是基于观察。换句话说,工序P1在加工完每个零件后都有一小段等待运输的时间(阻断),而工序P3和P4在加工完每个零件后都在等待物料。
由于所有的箭头都指向P2,这个工序一定是此刻的瓶颈。
真实案例:不是所有的数据都有结论
当然,在现实中,你不一定能得到每个观察点的理想数据。但根据我的经验,这通常不是一个问题。即使缺少一些方向,你仍然可以得到关于瓶颈的有用的观察结果。
下面的例子没有一套完整的方向箭头。但所有的箭头还都指向工序P2,P2一定是瓶颈。 
可能性1:多于一个瓶颈
当然,也有可能同时出现两个瓶颈,如下图所示。如果瓶颈即将转移,就会出现这种情况。此时我们还不知道瓶颈是由工序P2转移到P4,还是由P4转移到P2,或者是否会有转移。
例如,可能是工序P4出现了暂时的干扰,开始影响其周围的工序。但在它影响到P2之前,这个问题可能已经解决了。在任何情况下,我们知道瓶颈既不是P1也不是P3。在任何情况下,我们仍然可以使用这样的数据。 
下面的情况非常类似,只是现在两个潜在的瓶颈是相邻的。同样,尽管我们不知道瓶颈转移的方向,也不知道瓶颈的转移是否会完成,但这个观察仍然是有效的。 
可能性2:系统外的瓶颈
另一种可能性是,瓶颈在观察系统之外。在下面的例子中,物料供应不足。系统本身可以生产的更多,但供应商是瓶颈。 
你可以设想一个类似的情况,即需求在制约着系统。理论上你可以把它称为客户瓶颈,但我通常避免使用这个词,因为可能会冒犯客户。此外,由于任何系统都必须有一个瓶颈,我宁愿让客户成为一个(小的)瓶颈,而不是自己频繁缺货(但承认也有一些行业,他们可以让客户等待)。
可能性3:未观察到的次级工序中的瓶颈
在我看来,下一个也是最后一个可能性,也是最有趣的一个。箭头指向一个没有工序的地方。发生了什么? 
有三种可能情况:
- 当你沿着这条产线行走的时候,瓶颈发生了转移。换句话说,你从P2走到P3,而瓶颈从P3转移到P2。
- 测量误差。是的,这可能发生。
- 我们缺失了P2和P3之间的一个工序。
根据我的经验,最可能的是情况3,我们缺失了一个工序。在P2和P3之间的某个地方,有另一个制约我们系统的工序,无论这工序有多小。这可能是一个很小的物流过程,如传送带的速度,或任何其他传输等需要的次级工序。
事实上,我发现大约30%的瓶颈在这种次级工序中。因为没有人注意到这些“次级“工序,所以它们非常频繁地成为瓶颈。这也是瓶颈漫步的优势之一,你甚至可以在你根本没有注意到的地方发现瓶颈!
上面的瓶颈漫步描述了如何在系统中找到瞬时转移瓶颈。 下一篇文章“瓶颈漫步–实用瓶颈识别方法第2讲“将更详细地介绍如何建立全局观,并将为你提供更多关于瓶颈识别的提示和技巧,以及其优劣势。
本系列中关于瓶颈的其他文章
- 关于转移瓶颈
- 常见的瓶颈识别方法并不奏效!
- 数学方法精确识别瓶颈1–平均活跃期法
- 数学方法精确识别瓶颈2–活跃期法–如果有大量的数据(如来自模拟的数据)的首选方法
- 瓶颈漫步–实用瓶颈识别方法第1讲–车间内使用的首选方法
- 瓶颈漫步–实用瓶颈识别方法第2讲
PS:这篇文章也被LeanLab翻译成了意大利语(经作者授权)。
参考资料
Roser, Christoph, Kai Lorentzen, and Jochen Deuse. “Reliable Shop Floor Bottleneck Detection for Flow Lines through Process and Inventory Observations.” In Proceedings of the Robust Manufacturing Conference. Bremen, Germany, 2014.
Roser, C., Lorentzen, K., Deuse, J., 2015. Reliable shop floor bottleneck detection for flow lines through process and inventory observations: the bottleneck walk. Logistics Research 8.
Translated by Xie Xuan