
 The bottleneck walk is far and wide my most favorite method to detect bottlenecks on the shop floor (not only because it was developed by me, but also because it is really good!). You can detect shifting bottlenecks, using no math whatsoever and no time measurements, simply by walking along the production line and observing the line. It’s almost too easy to believe, but it works like a charm! Due to the length of this topic, I have broken the article into two posts. The first post “The Bottleneck Walk – Practical Bottleneck Detection Part 1” details how to find the current temporary bottleneck. This second post details how to determine the big picture regarding the bottlenecks. See below for a complete list of posts on this series on bottlenecks.
The bottleneck walk is far and wide my most favorite method to detect bottlenecks on the shop floor (not only because it was developed by me, but also because it is really good!). You can detect shifting bottlenecks, using no math whatsoever and no time measurements, simply by walking along the production line and observing the line. It’s almost too easy to believe, but it works like a charm! Due to the length of this topic, I have broken the article into two posts. The first post “The Bottleneck Walk – Practical Bottleneck Detection Part 1” details how to find the current temporary bottleneck. This second post details how to determine the big picture regarding the bottlenecks. See below for a complete list of posts on this series on bottlenecks.
Long-Term Average Bottleneck
In the previous post, we saw an easy approach to determine the momentary bottleneck on the shop floor. We simply walked along the production line and determined the direction of the bottleneck for different processes and inventories. The bottleneck has to be between two directions pointing at each other:
- Process lacking parts (starved) → Bottleneck upstream
- Inventory (rather) empty → Bottleneck upstream
- Process waiting for transport (blocked) → Bottleneck downstream
- Inventory (rather) full → Bottleneck downstream.
Doing such a bottleneck walk once will give you the location of the current temporary bottleneck. However, this may be a random fluke, and the bottleneck may be somewhere else shortly thereafter. Hence it is beneficial to make multiple observations. Below is an example of such multiple observations for our system.
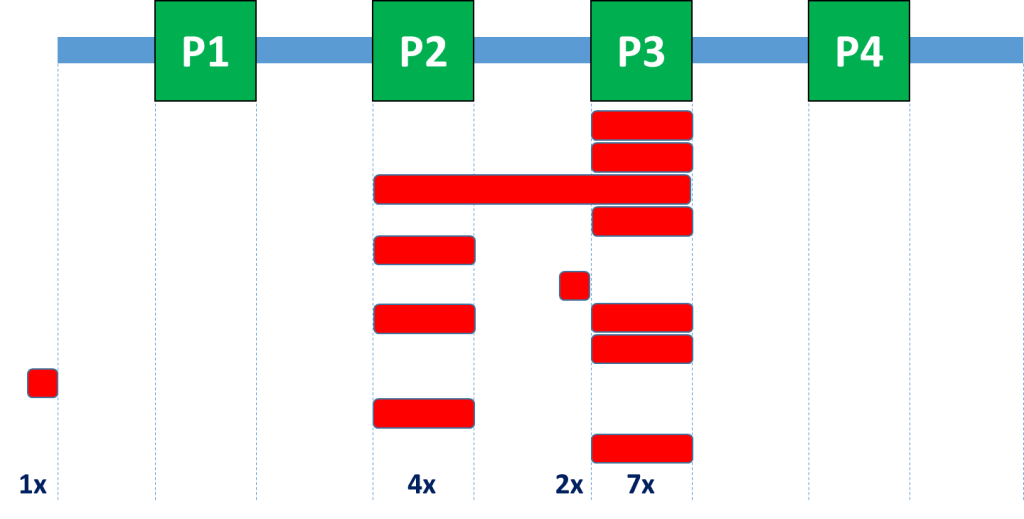
The graph shows the summary of altogether eleven observations. It can be seen that the bottleneck shifts frequently between P3 and P2, with P3 being the bottleneck most frequently. Only once was there a supply bottleneck and only twice a secondary process between P2 and P3. Hence if you want to improve the bottleneck, you should work on P3 or, alternatively, P2.
As for the number of observations: How many observations do you need to find the bottleneck? You could do a statistical analysis and calculate confidence intervals. However, in my experience, this is usually way too much math for the shop floor. Hence I usually recommend making bottleneck observations until you think you understand the situation.
Also, there is the question regarding the time between observations. I usually suggest giving the system some time to change. For example, if you have a cycle time of one hour, doing an observation every five minutes will not help. However, if your cycle time is a few seconds with little inventory, the bottleneck may have changed after less than five minutes.
A Few Tips
Here are a few additional points I find helpful when doing the bottleneck walk:
- If you find the bottleneck, look at the bottleneck right after the observation. Chances are the bottleneck is still there. This helps you to understand the reason why that process became the bottleneck.
- You may also write down not only the direction of the bottleneck, but also the state for processes that could be bottlenecks, or any other observation you think is worthwhile noting down. If you look at the data later, you may for example see that process P3 was always the bottleneck while working, and P2 always when having a breakdown. This also gives you clues on what to do to improve the system.
- There is always the temptation to automatize this data collection and have a computer take the measurements. Don’t! While there is the convenience of an automated data retrieval, I am a firm believer in doing the observing yourself. You will see so much more when you look for the bottleneck yourself instead of looking at a computer printout.
- A bottleneck walk does not take much time. However, to make it even faster, you could define the exact locations for the observations, so your observations become even faster. For example, you could mark buffers to quickly see if there is less than 1/3rd or more than 2/3rd of buffer capacity used.
- For very long lines you can also do a first bottleneck walk with few observations to find the section where the bottleneck is and then make a second more detailed bottleneck walk for the relevant section.
Observing right away, not data collection, defines observation points (faster).
Why You Should Use this Method!

The method works very well. I believe there are numerous advantages in using this method:
- Very fast: It usually takes less than five minutes to do a bottleneck walk (unless you are doing it for the first time).
- Accurate: The method can reliably find shifting bottlenecks in flow lines.
- No math: You don’t need any calculations for the bottleneck walk, hence it is very shop floor friendly.
- No measurements: You don’t need any measurements, especially time measurements of processes, hence it is very union friendly.
- Finds bottlenecks anywhere: Even finds the bottlenecks in processes that you didn’t even consider as part of your bottleneck walk, e.g., conveyor belts, handling robots, etc.
- Works with branches and parallel processes: Also finds the bottleneck in systems where the material and information flow has different branches. As long as you can tell what the process/inventory is waiting for, you can find the bottleneck.
- Supports root cause analysis: Direct observation of the bottleneck helps to understand the root cause of the bottleneck.
Of course, there are also still some open points:
- Difficulties with job shops, better suited for flow shops.
- Observation not ideal for extremely long cycle times.
- More difficult for multi-machine-handling: Is the machine waiting for parts or for the operator?
Yet overall the method works very well. I have trained hundreds of shop floor operators in this method, and have done myself almost one hundred bottleneck detections using my method. Pretty much all were astonished by how easy it is to find the bottleneck and by the clarity of the bottleneck walk approach. (Note: I also do simulation-based trainings on the bottleneck walk. If you are interested, please contact me.)
In less than half the cases, the bottleneck was not where the management and operators expected it to be. In one third of the cases, it was a previously unobserved minor secondary process.
I hope this post and the previous posts inspired you to go out and determine your bottleneck. Tip: If you are doing this for the first time, I recommend a heavily automated line with clearly defined FIFO lanes and a short cycle time. It is not a requirement, but for learners it works best. In any case, go out and improve your industry!
Other Posts in this Series on Bottlenecks
- Shifting Bottlenecks
- Common Bottleneck Detection Methods that do NOT work!
- Mathematically Accurate Bottleneck Detection 1 – The Average Active Period Method
- Mathematically Accurate Bottleneck Detection 2 – The Active Period Method – My preferred method if you have lots of data (e.g. from a simulation)
- The Bottleneck Walk – Practical Bottleneck Detection Part 1 – My preferred method on the shop floor
- The Bottleneck Walk – Practical Bottleneck Detection Part 2
PS: This post has also been translated into Italian by LeanLab. The post can be found at Bottleneck Walk – Parte 2 (Translation with permission by me).
Sources:
Roser, Christoph, Kai Lorentzen, and Jochen Deuse. “Reliable Shop Floor Bottleneck Detection for Flow Lines through Process and Inventory Observations.” In Proceedings of the Robust Manufacturing Conference. Bremen, Germany, 2014.
Roser, C., Lorentzen, K., Deuse, J., 2015. Reliable shop floor bottleneck detection for flow lines through process and inventory observations: the bottleneck walk. Logistics Research 8.
Thank you for the great series on bottleneck detection. Do you have any recommended references for bottleneck detection in continuous chemical processes (e.g., kraft pulping)?
Hi Lee, for continuous processes the process never really stops, hence waiting for material and waiting for output is a bit more difficult. I would base the observations more on buffer inventories. For the processes it could be “not fully loaded” if the bottleneck is upstream and “processing too long” if the bottleneck is downstream, but this is not always applicable (if you leave the bread in the oven too long it gets burnt), and may be difficult to observe.