
 Automotive assembly is one of the pinnacles of modern manufacturing, having a very complex product of 30 000 parts as well as mass production in large quantities. The modern automotive moving assembly line is hence one of the most complex manufacturing operations in the world. In this two-post series I will look at how this changed over time, and the different ways there are to move cars along the assembly line.
Automotive assembly is one of the pinnacles of modern manufacturing, having a very complex product of 30 000 parts as well as mass production in large quantities. The modern automotive moving assembly line is hence one of the most complex manufacturing operations in the world. In this two-post series I will look at how this changed over time, and the different ways there are to move cars along the assembly line.
Before the Assembly Line
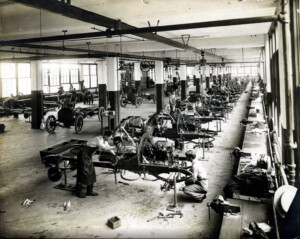
The first cars were assembled long before the moving assembly line was invented. The car was assembled on one spot by a team of builders. Later, this was sometimes called “static assembly,” in contrast with the newer moving assembly lines.
Such static assemblies were usually not very efficient. The workers needed to know many different assembly operations, and hence had quite a learning curve before they could assemble cars well… resulting in many cars that were assembled NOT well (i.e., had quality flaws). Management was complex, as logistics needed to know which part had to go to which car and when. Often, the operators walked away from the car to get the needed parts, wasting time.

When operators specialized in different tasks and moved between the stations to do their job for each car, they again wasted time for walking, waiting, and simply coordinating where to go next. There was always the risk of messing up the sequence, and an operator installing something before the preceding part was installed. When the worker for the preceding part came around, he may have had to uninstall the other part simply to be able to install his part. Overall, it was a VERY wasteful process.
Most of these problems were solved or at least significantly improved by the moving assembly line, and I am a great fan of assembly lines. Nevertheless, such archaic project shop ideas pop up regularly in automotive, often called “modern” and “new.” But they are always canceled and forgotten again because of their vast inefficiencies. For example, Volvo tried this approach, named “Volvoism,” first in Kalmar in 1984 and then in the Uddevalla plant in 1990, but canceled it when efficiency, quality, and workers morale suffered. In 2016 Audi tried “assembly islands instead of assembly lines” in a “modular” assembly. But the assembly line is still king in automotive.
Pushed Carts Assembly Lines

The fundamental new step was to move not the workers, tools, and material to the car, but to instead move the car to the workers, tools, and materials. This was the birth of the assembly line, which radically simplified the organizational overhead and hence drastically reduced the waste. In the first assembly line, the vehicles were still pushed through the stations by the workers. For example, at Oldsmobile, they pulled carts loaded with car bodies with a string through the factory.
This is nowadays less common, but still exists, especially for low-volume production. The image here shows the assembly line for the Lotus sports car, which produces between 500 to 2000 cars per year, which may be around 10 cars per day.
Chain Driven Assembly Lines

The obvious step is to mechanize the movement of the car bodies and to have an electric motor pull the products. There are multiple benefits. For one, the workers can now focus more on working, and do not need to leave the station to pull the car to the next stop. As another benefit, you can now have continuously moving assembly lines. And, maybe the biggest benefit, the speed of the line depends no longer on the whim of the operators, but on the speed setting of the line. This reduces the possibility of workers slacking off and, at the same time, makes problems more visible.

Such a chain-driven assembly line was installed rather quickly. The image here shows the final assembly line for the Ford Model T in 1915, only two years after Ford started using assembly lines. But it is still in use today. The second image is the Daimler assembly line for the G Class models in 2009. I also have seen it in multiple plants for trucks and heavy duty vehicles.

The advantage of a chain is that it is simple to install in a loop. You just have the chain go round in a loop, and you only have to think about how to get the carts back. Moving the material along is a bit more tricky, however.
Moving Platform

A significant improvement for the workers is to move not only the car, but to provide a moving platform or wide, moving conveyor belt. Now you can put material on top of the platform and it gets moved along with the car. Before, either the material remained stationary or another mechanism pulled the material supply along too. On the platform, the workers also move along with the car, which makes it easier to work on the car, and increases efficiency and comfort for the operators. At Mitsubishi, I have even seen the option to turn the car 90 degrees sideways, so there is less walking distance to the front of the car.
This could be merely an extra-wide conveyor belt or segments of a belt. These are segments of metal that just move in a loop and go back underneath the assembly line. However, it is tricky to safely attach a car body to these segments. Hence, this is usually used only at the end when the car is already standing on its own wheels. See more below.

More common, however, are moving platforms, where a whole platform three to four meters wide and five to eight meters long moves the car. These platforms usually have a fixture to attach the car body. This also allows the car to be moved up and down depending on the location of the work. By adjusting the height, the work can be made more ergonomic for the worker, and hence both safer and more efficient. The floors of such platforms are usually made from wood nowadays, since it is much more comfortable to stand on wood than on steel. Such platforms have been more common for roughly half a century.
On the downside, now you have the challenge to move this big platform back to the beginning of the line. Most lines I know use an U-shape, so the return path is also used for assembly operations. You have to move the platform sideways together with the car only at the corners, which is tricky but doable, albeit for safety reasons operators are usually not allowed on the platform during the sideways move. At the very end the platform usually goes down and moves underneath the floor through an underpass so as not to block logistics and other traffic.

I have seen one variation thereof, at the Volkswagen Gläserne Manufaktur in Dresden, where the platforms looped like a luggage belt at the airport, and rotated the entire platform around the curves. This is doable, albeit I cannot estimate which one is cheaper. The whole Gläserne Manufaktur is built more as a showcase than a factory anyway.
In my next post I will continue with the different ways to work on hanging cars. Now go out, keep your material flow moving, and organize your industry!