
 I am a strong believer in the advantage of flow shops. To me, job shops are an inherently chaotic system. While there are ways to manage job shops, these are merely (more or less) successful attempts to put a Band-Aid on the chaos. To me, only a conversion to a flow shop will bring underlying stability. In this post I would like to give you both historic and current examples of successful conversions from a job shop to a flow shop.
I am a strong believer in the advantage of flow shops. To me, job shops are an inherently chaotic system. While there are ways to manage job shops, these are merely (more or less) successful attempts to put a Band-Aid on the chaos. To me, only a conversion to a flow shop will bring underlying stability. In this post I would like to give you both historic and current examples of successful conversions from a job shop to a flow shop.
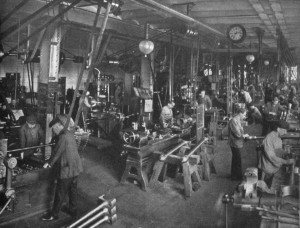
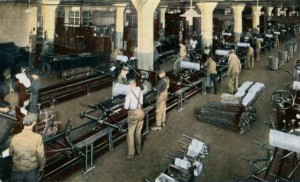
Job Shop
Performance Comparison of Job Shop and Flow Shop
 Job shops are, in their nature, much more chaotic than flow shops. Previously, I have written a lot on this topic. In this post I would like to take a deeper and quantitative look at this effect. Using simulations, we take two systems and try to make them as identical as possible – except that one is a flow shop and the other is a job shop. This blog post is based on a thesis by my student Daniel Ballach.
Job shops are, in their nature, much more chaotic than flow shops. Previously, I have written a lot on this topic. In this post I would like to take a deeper and quantitative look at this effect. Using simulations, we take two systems and try to make them as identical as possible – except that one is a flow shop and the other is a job shop. This blog post is based on a thesis by my student Daniel Ballach.
How to Convert a Job Shop into a Flow Shop – Part 2
Turning job shops into flow shops is not easy. This is my second post explaining such transformations as I try to help you in improving your shop floor from an (always) messy job shop into a much more efficient flow shop.
How to Convert a Job Shop into a Flow Shop – Part 1
Job shops are always very difficult to manage. As I described in my previous posts, the irregular material flow causes fluctuations that are very hard to contain. In my view, the only true fix for a job shop is to convert it into a flow shop. In this post I will talk a little bit about how you approach the idea of converting a job shop into a flow shop … although this is not always possible. However, in many cases it is possible to increase flow-shop-like segments, even though the whole system is still a job shop.
Why Are Job Shops Always Such a Chaotic Mess? Part 2

Job shops are a mess. Period. The increased and uneven levels of inventory cause a host of other problems. In my last post I described how these inventory imbalances are caused by irregular material flow, how subsequent safety buffers increase inventory even more, and how this causes staff to change their workplace irregularly in a job shop. In this post I will continue the long list of ills in a job shop with staff changeover losses, extra searching and organizing, fluctuating lead times, and general un-plannability of job shops.
Why Are Job Shops Always Such a Chaotic Mess? Part 1
Job shops have a strong tendency toward chaos. Even well managed plants struggle to maintain order in a job shop. This is due to the inherent nature of a job shop, and there are no good solutions to manage job shops. The only good way to improve a job shop is to turn it into a flow shop. I will talk more about such changes later in this short series, but first let me explain why job shops are always a mess.
Calculating the Number of POLCA Cards
 In my previous posts I explained how POLCA works and discussed the pros and cons of POLCA. In this post I will explain how to calculate the number of POLCA cards. While POLCA is overall a feasible method, I do have some critical comments on the method to calculate the number of POLCA cards.
In my previous posts I explained how POLCA works and discussed the pros and cons of POLCA. In this post I will explain how to calculate the number of POLCA cards. While POLCA is overall a feasible method, I do have some critical comments on the method to calculate the number of POLCA cards.
Advantages and Disadvantages of POLCA
 In my previous post I described how POLCA (Paired-Cell Overlapping Loops of Cards) is supposed to work. Now let me look at the advantages and disadvantages of the method. Overall POLCA is a valid method of managing job shops. If it is the right one for you depends very much on your production system.
In my previous post I described how POLCA (Paired-Cell Overlapping Loops of Cards) is supposed to work. Now let me look at the advantages and disadvantages of the method. Overall POLCA is a valid method of managing job shops. If it is the right one for you depends very much on your production system.