
 I am in the lucky position of seeing a lot of different shop floors through my work. This requires me to quickly understand what is going on on the shop floor and to estimate how well the shop floor is managed. What my hosts tell me and what I see unfortunately does not always match. In this series of posts I would like to go through my steps for understanding the shop floor to form my own opinion on the production system.
I am in the lucky position of seeing a lot of different shop floors through my work. This requires me to quickly understand what is going on on the shop floor and to estimate how well the shop floor is managed. What my hosts tell me and what I see unfortunately does not always match. In this series of posts I would like to go through my steps for understanding the shop floor to form my own opinion on the production system.
Practical Tips
Hands on, practical tips that you can use for your work immediately. Academic theory is reduced to a minimum
One Up One Down – Approach to Manage Manual Production Lines
 Production lines have fluctuations. Sometimes production takes longer, sometimes shorter, than the average. This makes the line balancing tricky. Besides using a simple buffer between workstations, it is also possible to adjust capacity. Other approaches I have written about include the rabbit chase and the bucket brigade. Here I present a variation of the bucket brigade called “One Up One Down.”
Production lines have fluctuations. Sometimes production takes longer, sometimes shorter, than the average. This makes the line balancing tricky. Besides using a simple buffer between workstations, it is also possible to adjust capacity. Other approaches I have written about include the rabbit chase and the bucket brigade. Here I present a variation of the bucket brigade called “One Up One Down.”
Cardboard Engineering – Alternatives
 Cardboard Engineering is a quick way to try out different configurations in reality. As the name says, this is done using cardboard. However, there are a few alternatives. Let me show you a portfolio of different ways to make cardboard models with (not only) cardboard, from ultra-cheap to very fancy. Please note that the fancier methods are usually not so well suited for layout optimization, but more for workstation optimization.
Cardboard Engineering is a quick way to try out different configurations in reality. As the name says, this is done using cardboard. However, there are a few alternatives. Let me show you a portfolio of different ways to make cardboard models with (not only) cardboard, from ultra-cheap to very fancy. Please note that the fancier methods are usually not so well suited for layout optimization, but more for workstation optimization.
Cardboard Engineering – Workshop
 In my last post I talked about what you need for Cardboard Engineering. In this post I will show you how to do a Cardboard Engineering workshop. Spoiler: Keep in mind that the goal is not to just put something together but to try out different options (and I will repeat this a few times in this post). It is very easy to have fun with cardboard while learning very little about the problem you want to investigate!
In my last post I talked about what you need for Cardboard Engineering. In this post I will show you how to do a Cardboard Engineering workshop. Spoiler: Keep in mind that the goal is not to just put something together but to try out different options (and I will repeat this a few times in this post). It is very easy to have fun with cardboard while learning very little about the problem you want to investigate!
Cardboard Engineering – Preparation
 Cardboard Engineering (CBE, sometimes also Cardboard Modeling) is in general the building of models from cardboard. These models are usually quick and inexpensive to build, but often not very durable. In lean manufacturing, these cardboard models are often workstations or entire assembly lines to test different concepts before building the whole thing in more expensive and time-consuming aluminum and steel. This allows faster and easier experimentation with different concepts to improve your production system.
Cardboard Engineering (CBE, sometimes also Cardboard Modeling) is in general the building of models from cardboard. These models are usually quick and inexpensive to build, but often not very durable. In lean manufacturing, these cardboard models are often workstations or entire assembly lines to test different concepts before building the whole thing in more expensive and time-consuming aluminum and steel. This allows faster and easier experimentation with different concepts to improve your production system.
Maintaining Weak FIFO in Parallel FIFO Lanes
 Sometimes you would like to put more material in a single FIFO lane than the space you have available. In this case you would have to use a combination of two or more parallel FIFO lanes. In my last post I described how to maintain a strict FIFO sequence in parallel lanes. This post looks at an easier but less accurate method.
Sometimes you would like to put more material in a single FIFO lane than the space you have available. In this case you would have to use a combination of two or more parallel FIFO lanes. In my last post I described how to maintain a strict FIFO sequence in parallel lanes. This post looks at an easier but less accurate method.
Maintaining Strong FIFO in Parallel FIFO Lanes
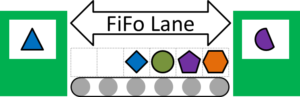 FIFO lanes are a common and easy way to manage material flow. However, sometimes there is not enough space to make a long FIFO lane. In this case the FIFO lane is often split into multiple sub-segments. This post looks at how to maintain strict (or strong) FIFO in such parallel FIFO lanes.
FIFO lanes are a common and easy way to manage material flow. However, sometimes there is not enough space to make a long FIFO lane. In this case the FIFO lane is often split into multiple sub-segments. This post looks at how to maintain strict (or strong) FIFO in such parallel FIFO lanes.
My Workshop Structure for Creative Problem Solving
 In lean manufacturing – or in fact, in any kind of production system – you have to solve problems. Depending on the problem, you may need a creative solution and have to access the wisdom of the crowd. For this I have a workshop structure that I frequently use for problems that have lots of different options. Let me show you my workshop structure with which I’ve had quite good results.
In lean manufacturing – or in fact, in any kind of production system – you have to solve problems. Depending on the problem, you may need a creative solution and have to access the wisdom of the crowd. For this I have a workshop structure that I frequently use for problems that have lots of different options. Let me show you my workshop structure with which I’ve had quite good results.