
 This post describes a second accurate way to detect the bottleneck in manufacturing systems, based on the precise times a process is waiting or active. The method is highly accurate, not only giving the likelihoods of different processes being the (temporary) bottleneck, but also estimating the improvement of the entire system capacity if the bottleneck(s) are improved. It is also possible to observe the shifting of these bottlenecks over time. The method was developed by me during my time at the Toyota Central R&D Laboratories in Japan. See below for a complete list of posts on this series on bottlenecks.
This post describes a second accurate way to detect the bottleneck in manufacturing systems, based on the precise times a process is waiting or active. The method is highly accurate, not only giving the likelihoods of different processes being the (temporary) bottleneck, but also estimating the improvement of the entire system capacity if the bottleneck(s) are improved. It is also possible to observe the shifting of these bottlenecks over time. The method was developed by me during my time at the Toyota Central R&D Laboratories in Japan. See below for a complete list of posts on this series on bottlenecks.
The Basics
As discussed in the previous post, the longer a process is active without interruption by a waiting time, the more likely it is the bottleneck. A process frequently interrupted by waiting for material or for transport (starved or blocked) is unlikely to be the bottleneck. In the previous post, we measured the average time (active period) a process is not interrupted by waiting times. Active in this sense means not waiting (i.e., any uninterrupted sequence of working, repair, breakdown, changeover, etc.).
In this post, we now look at the longest active period at any given moment. The process with the longest active period at that moment is the bottleneck.
The Analysis
Assume you have a system with four processes. For these four processes you measure the times the process is active (working, breakdown, under repair, regular maintenance, changeover, etc.), and inactive (waiting for material, waiting for transport). If you now plot these measurements over time, it may look like the figure below. The black horizontal lines represent active periods, with inactive periods between the short vertical lines.
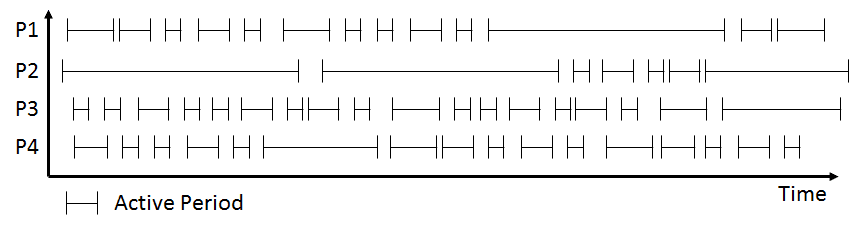
You will see that in all likelihood the length of the lines is not distributed evenly. The two basic fundamentals of the active period method are:
- At any given moment, the process with the longest uninterrupted active period is the bottleneck.
- During the overlap at the end of the longest uninterrupted active periods, the bottleneck shifts from one process to another process.
Applying these requirements will give a bottleneck behavior as shown below:
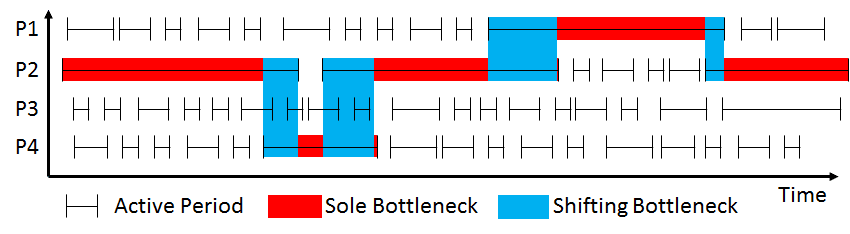
Here, the longest uninterrupted active periods are marked in red. During these times, the corresponding process is the sole bottleneck in the system. However, even the sole bottleneck is eventually interrupted by another process, and hence is no longer the bottleneck. Another process will then have the longest active period and will be the bottleneck. During the overlap between the periods, the bottleneck will shift from one process to another process. In the graph above, this is marked in blue.
Hence, this approach lets you watch the shifting of the bottlenecks over time. In the example above, initially Process P2 was the bottleneck. The bottleneck then shifted to P4, before shifting back to P2. Afterward, P1 was the bottleneck, before P2 became the bottleneck again. Process P3 was never the bottleneck.
Summary Data
Based on this analysis, it is possible to see how the bottleneck changes over time. Furthermore, it is possible to calculate the likelihood of each process being the sole or shifting bottleneck. The summary analysis below shows that process P2 was most often the bottleneck, being the sole bottleneck 55% of the time and the shifting bottleneck another 20% of the time. If you want to improve your system, you should improve process P2.
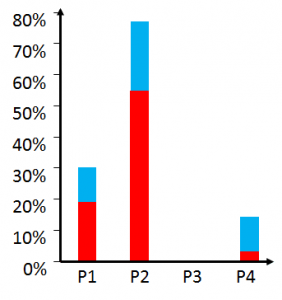
However, P1 was also the sole bottleneck almost 20% of the time, with another 10% as the shifting bottleneck. While much less than P2, it is not quite insignificant. If there are easy ways to improve P1, it may be good for the system too. P4 was almost never the bottleneck, and P3 was definitely never the bottleneck, having no influence on the overall system capacity. Hence the method gives you a precise likelihood of each process being the bottleneck.
Predictions
Knowing these bottleneck probabilities, it is even possible to estimate the improvement of the overall system based on the improvements of the bottleneck. The percentages of the sole and sole & shifting bottleneck are the lower and upper boundary of the ratio of any improvement of the bottleneck improving the whole system. For example, if a process is the bottleneck 80% of the time, then a one-second improvement in the cycle time of the bottleneck will lead to a 0.8-second improvement of the mean time between parts for the entire system.
In the graph below, a system was analyzed for its bottleneck. The improvement of the system was predicted to be within the dotted lines for an improvement of the primary bottleneck. The true system improvement fell right between these lines until eventually the process investigated was no longer the primary bottleneck.

While this prediction is probably not needed for practical applications, it does prove the accuracy of the bottleneck detection method.
Requirements of This Method
The method works well for all kinds of systems, including job shops, parallel systems, etc. It has been tested successfully for complex real-world systems with dozens of processes. As long as the system is connected (i.e., not two separate independent systems), the method works.
On the downside, it has a very high data requirement. You need to know exactly when each process is active or not. In many cases, this data is difficult to obtain. It does work very well for simulations where you have all the data you need available, and it does work for highly automated systems where the data is collected via computers.
If the data is not available or the system is less automated, then I highly recommend The Bottleneck Walk – Practical Bottleneck Detection Part 1, presented in my next post. This is by far my preferred method in practice!
Other Posts in this Series on Bottlenecks
- Shifting Bottlenecks
- Common Bottleneck Detection Methods that do NOT work!
- Mathematically Accurate Bottleneck Detection 1 – The Average Active Period Method
- Mathematically Accurate Bottleneck Detection 2 – The Active Period Method – My preferred method if you have lots of data (e.g. from a simulation)
- The Bottleneck Walk – Practical Bottleneck Detection Part 1 – My preferred method on the shop floor
- The Bottleneck Walk – Practical Bottleneck Detection Part 2
Sources
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Detecting Shifting Bottlenecks.” In International Symposium on Scheduling, 59–62. Hamamatsu, Japan, 2002.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. Detection and Monitoring of Shifting Bottlenecks, 2001.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Monitoring Bottlenecks in Dynamic Discrete Event Systems.” In European Simulation Multiconference. Magdeburg, Germany, 2004.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Shifting Bottleneck Detection.” In Winter Simulation Conference, edited by Enver Yucesan, C. -H Chen, J. L Snowdon, and John M Charnes, 1079–1086. San Diego, CA, USA, 2002.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Throughput Sensitivity Analysis Using a Single Simulation.” In Winter Simulation Conference, edited by Enver Yucesan, C. -H Chen, J. L Snowdon, and John M Charnes, 1087–1094. San Diego, CA, USA, 2002.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Time Shifting Bottlenecks in Manufacturing.” In International Conference on Advanced Mechatronics. Asahikawa, Hokkaido, Japan, 2004.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Tracking Shifting Bottlenecks.” In Japan-USA Symposium on Flexible Automation, 745–750. Hiroshima, Japan, 2002.
- Roser, Christoph, Masaru Nakano, and Minoru Tanaka. “Utilization Vs. Throughput: Bottleneck Detection in AGV Systems.” InProceedings of the Logistic System Symposium, 67–70. Nagoya, 2002.
This posts on bottleneck is very interesting. What we understood since now is that you have to improve the most active process. Another approach is to improve the process where normally the “buffer” is high.
We look forward to your final post with your favourite method.
Many thanks for your kind comments. Bottleneck detection is one of my specialties, so to say. nevertheless, I hope having six bottleneck posts in a row is not too much for the general audience. After the “Bottleneck Walk” i will definitely write on some other topics for a while 😉
Schön, dass ich diesen Post von dir gefunden. Dein Blog hat eine Menge Fragezeichen gerade im Bezug auf Rahmenbedingungen für die Analyse von Bottlenecks gelte erst einmal als nicht relevant weggewischt. Jetzt machen wir erst mal wieder Versuche…
Echt sehr augenöffnend
Holger
Hallo Holger, danke für die netten Worte. Helfe dir da gerne weiter, hab ja auch sehr viel von dir gelernt 🙂