
 This is the last post on my short series on continuously moving assembly lines, where I will look at some special situations unique to the continuously moving assembly line. These lines have some interesting features for covering fluctuations within the line, for processing time that needs no worker or machine, and on the distance between parts on the line. Maybe some of these apply also to your situation and can help you to make your assembly line even better.
This is the last post on my short series on continuously moving assembly lines, where I will look at some special situations unique to the continuously moving assembly line. These lines have some interesting features for covering fluctuations within the line, for processing time that needs no worker or machine, and on the distance between parts on the line. Maybe some of these apply also to your situation and can help you to make your assembly line even better.
A Recap
A part on a continuously moving assembly line moves continuously (duh!). Distance along the line also represents time on the line. This distance/time could be split into segments of any size… except that you can’t split workers. Hence, since the workers can work efficiently only in multiples of a takt time, you still need to balance the continuously moving assembly line to have the workers and the line work efficiently. But there are some special cases.

Worker Independent Time Content
 In some (admittedly uncommon) cases, you have a part or product that needs to spend some time without any worker or any machine. This could be a part that comes from an oven and has to cool down. It could be a glue that needs to harden or a cement that needs to cure. It could be a bread where the yeast has to rise. These situations are not very common, but they do happen sometimes. They all have in common that the part needs time for processing, but it does not need a worker or a machine. Hence, we are no longer bound by the workers to the takt time. Just give the part the right space on the assembly line that gives the needed time to cool/harden/cure/etc., regardless if this time is a multiple of the takt time or a fraction thereof.
In some (admittedly uncommon) cases, you have a part or product that needs to spend some time without any worker or any machine. This could be a part that comes from an oven and has to cool down. It could be a glue that needs to harden or a cement that needs to cure. It could be a bread where the yeast has to rise. These situations are not very common, but they do happen sometimes. They all have in common that the part needs time for processing, but it does not need a worker or a machine. Hence, we are no longer bound by the workers to the takt time. Just give the part the right space on the assembly line that gives the needed time to cool/harden/cure/etc., regardless if this time is a multiple of the takt time or a fraction thereof.
There is also an interim case, where the part may still need a tool or machine but not the worker itself. If you need workers, you need one worker for each takt time, including one full worker for partial takt times—which is inefficient. In lean, it is considered impolite (and expensive) to let the worker wait. However, letting machines wait is okay. Therefore, if the process needs a (preferably inexpensive) machine or tool, simply get enough machines or tools to cover all required takt times. It is okay if the machine is then idling for less than one takt. For example, if you wait for something to cool, you may just put a fan next to it. Having one extra fan even though you would need the time of only 0.3 fans is not big issue, and not needing the fan for 0.7 cycles is not a big waste. On the other hand, if you are buying a second multi-million-dollar laser cutting tool because you need 0.1 takt time for this tool, the tool will be idle 90% of the time and your boss will want to have a word with you.
Buffer against Fluctuations
 A second special situations are buffers. Normally buffers are always a whole integer of parts. You may have a FIFO lane buffer for 2, 3, 5, 10 or any whole integer number of parts. However, in a continuously moving assembly line, you can also have a buffer of less than one full takt (i.e., less than one part). If you have a process whose cycle time fluctuates (e.g., due to different work content for different parts coming down the line), then you can simply assign more space to the process. If you want to cover fluctuations of ±50%, you simply give the station 50% more space on the line. If the work takes longer, the worker can use the extra space.
A second special situations are buffers. Normally buffers are always a whole integer of parts. You may have a FIFO lane buffer for 2, 3, 5, 10 or any whole integer number of parts. However, in a continuously moving assembly line, you can also have a buffer of less than one full takt (i.e., less than one part). If you have a process whose cycle time fluctuates (e.g., due to different work content for different parts coming down the line), then you can simply assign more space to the process. If you want to cover fluctuations of ±50%, you simply give the station 50% more space on the line. If the work takes longer, the worker can use the extra space.
Importantly, however, the worker on average still has to make the takt time, otherwise the line will slow down. Hence, if one part takes a bit longer, the next part needs to be a bit faster or the line gets out of whack and slows down or stops. If the fluctuation in duration is due to different products, this approach with some extra space is incompatible with batching. This touches the topic of mixed-model assembly lines, which I have written a long series of blog posts about, including the animation below for a two door and for door (twice the work) assembly line.

On the Distance between Parts
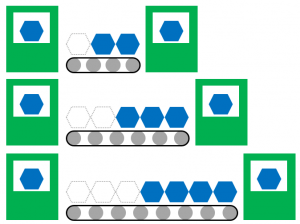
Normally, on a continuously moving assembly line, the parts are always the same distance from each other. Combined with the speed of the line this distance represents one takt time. However, it is sometimes possible to have varying distances between parts. The distance between the start of part A to the start of part B may be different from the distance between the start of parts B and the start of part C. An example is illustrated below.

It depends on the setup of the line if this is possible. If you have fixed size workpiece holders or carts that are coupled, then you may have restrictions in the distance between carts. But if you merely place items on a conveyor belt, you have some flexibility with the distance. Please note that the standard is still parts at equal distances, as anything else becomes much more complex to manage. But it is a possibility to give a part more (or less) time for each takt. Imagine that you have one product that takes longer at one station on the line. If you give this part more space on the line, you give it more time for that process… and all other processes. Hence, if you extend the space to give it more time for one process that needs the time, you give it also more time to all other processes that don’t need it… creating waste and inefficiencies. Giving one part more space for all stations has the same efficiency impact as slowing down the line for all parts while this special part is on the critical process.
I can’t imagine a situation where a different part needs proportionally more time for all processes on an assembly line. Hence, I would use this option VERY sparingly, maybe for uncommon exotic parts that you produce rarely. Even then, I think I would rather have the normal distance and the normal speed, and simply stop the line if the part exceeds the cycle time at the critical station (keyword for stopping the line is andon). This may be much easier to handle, as the line stop reacts to the actual delay, whereas messing with the speed or distance beforehand is based on the prediction of the actual delay, and hence may be incorrect. In sum, while it may be possible to have different distances on the line, it is usually not advised unless multiple stations need more time for a certain part.
This concludes the series on continuously moving assembly lines. I initially thought it would be one post, then it turned out to be two, then three, and now four posts, with one more still coming up next week on assembly line speeds. Now, go out, use the benefits of the continuously moving assembly line, and organize your industry!
PS: This series of blog post was inspired by Sobha Modular.