
 In a mixed model production line, different products may have different work content at different stations. Hence, some stations may need a longer or shorter time depending on the product. This requires careful planning of the assembly line. If this is not taken into account, it may cause significant idle time with all stations along the line. This is the first of a (very) long series of posts looking at Mixed Model Sequencing (i.e., the behavior of unbalanced workloads, and different ways to address these issues).
In a mixed model production line, different products may have different work content at different stations. Hence, some stations may need a longer or shorter time depending on the product. This requires careful planning of the assembly line. If this is not taken into account, it may cause significant idle time with all stations along the line. This is the first of a (very) long series of posts looking at Mixed Model Sequencing (i.e., the behavior of unbalanced workloads, and different ways to address these issues).
The Basic Problem
If your production line produces different types of products, chances are that the workload for these products is not the same for all stations. Let’s take an example of an assembly line from the car industry, although similar situations can be found in almost any multi-product production line.
 You can get cars with two doors or four doors (or five if you count the trunk). You can also get cars with a sunroof or without a sunroof. Just with these two options you can configure four different cars as shown here.
You can get cars with two doors or four doors (or five if you count the trunk). You can also get cars with a sunroof or without a sunroof. Just with these two options you can configure four different cars as shown here.
Naturally, the station assembling the doors will have much more work with four doors than with two. The work content changes with the product that arrives.
Similarly, the workload of the sunroof assembly station also depends on the product, namely if there is a sunroof or not. If there is no sunroof, this station is completely idle. If there is a sunroof, the station is completely busy.
These are only two examples. There are many more options that can change the workload at different stations. Just go through the list of extras and options when buying a new car, and you will see how this can affect the work during assembly. Often, the actual work differences behind the scenes are even larger than what you can see in the catalog. For example, different car engines may come with different exhaust systems, different brake types, maybe changes to the gearbox, and so on.

In a nicely balanced line, all stations have a similar amount of work. For more on this, see my extensive series of posts on line balancing. However, if the products are different, the balancing is not as simple as giving every station the same average work content. If you assume your car has, on average, three doors, you run the risk of overloading and underloading your door assembly depending on if it is a two-door or a four-door vehicle (unless it is a Hyundai Veloster, which actually has only three doors).
Using lean vocabulary, this uneven workload is a case of mura ( 斑 unevenness), one of the three evils in manufacturing (besides muda/waste and muri/overburden).
Worst-Case Scenario
For the sake of understanding, let’s have a look at a worst-case scenario. Let’s assume a pulsed line, where all parts move at the same time.
Let’s further assume all stations are perfectly balanced, and the only variable workload is the sunroof assembly station. If a car without a sunroof is produced, the sunroof assembly will be 100% idle. The time of the worker is wasted, as will be the money the company spent on his time, as shown below.

This is an example of a station having less work. However, it is even worse if a station has more work than the others. Let’s again assume all stations are perfectly balanced, and only the door assembly station has a variable workload. If a four-door car passes by, this station has much more work than the other stations along the line, and all other stations have to wait for the door assembly to finish. The wasted time and money is even more than when a single station has to wait for the others.

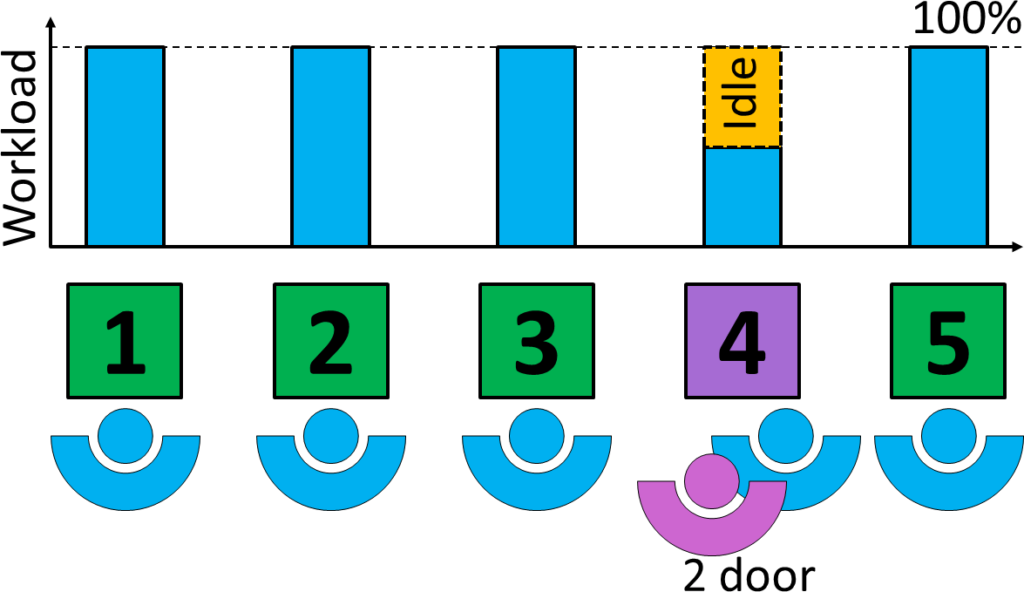
If all of your other stations have to wait on one station, you are wasting lots of capacity. In this case it may be better to add capacity to the critical station, even if it is not used all the time. For example, you may add another worker to the door assembly, even if both workers are half-idle if a two-door vehicle comes along, as shown below. You may rather have two workers idle a bit every now and then, than have all other workers wait for the overloaded worker at the critical station. This solution is not pretty, and you may think about improving it eventually. But in manufacturing, you may not always have the time for a pretty solution, and this excess capacity will keep you going until you have time to improve it.
Please note that we are worried here primarily about the waiting time of the operators. Waiting time of machines is usually cheap and nothing to worry about. This is especially true if the machine is faster than the line speed and hence not the bottleneck, as with the sunroof example above. Only if a bottleneck machine causes the entire line has to wait, like in the four-door example above, should you to consider alternative options. If one machine causes the rest of the line to wait, the line performance starts to suffer.
A pulsed line is usually the worst-case scenario for unbalanced workloads. A line where the parts can move anytime they are done is much easier. Even a continuously moving line can handle such situations much better.
Solution Approaches
 You can see how in longer lines with a larger variety of products (for example, automotive assembly), this can quickly cause a lot of problems and expenses. There are a couple of different approaches to help with this issue. Please be aware that not all of them work in all cases, and usually they are neither easy nor perfect! Anyway, the three fundamental different approaches are:
You can see how in longer lines with a larger variety of products (for example, automotive assembly), this can quickly cause a lot of problems and expenses. There are a couple of different approaches to help with this issue. Please be aware that not all of them work in all cases, and usually they are neither easy nor perfect! Anyway, the three fundamental different approaches are:
- Just Make the Problem Go Away: You would just change your production system or product to remove the whole issue with varying workload. Wouldn’t that be nice. But don’t open the champagne yet; for most situations, this one does not really work.
- Adjusting Capacity: If there are different workloads, you add or remove capacity (i.e., add or remove workers). Usually works only if the increased or decreased workload persists over longer periods.
- Adjusting Sequence: Adjusting the sequence of products so that the workload does not fluctuate too much. Usually this means a station gets a “busy” product followed by a “non-busy” product so that on average they can manage. This would be, for example, a four-door car followed by a two-door car.
Also, all of the three approaches above can be combined, and are often combined. In the next few posts I will go into more detail on how to tackle the problem of unbalanced workload. Until then, go out and organize your industry!
Series Overview
- Mixed Model Sequencing – Introduction
- Mixed Model Sequencing – Just Make the Problem Go Away
- Mixed Model Sequencing – Adjust Capacity
- Mixed Model Sequencing – Basic Example Introduction
- Mixed Model Sequencing – Basic Example Workload and Buffering
- Mixed Model Sequencing – Basic Example Sequencing
- Mixed Model Sequencing – Complex Example Introduction
- Mixed Model Sequencing – Complex Example Data Basis
- Mixed Model Sequencing – Complex Example Sequencing 1
- Mixed Model Sequencing – Complex Example Sequencing 2
- Mixed Model Sequencing – Complex Example Verification
- Mixed Model Sequencing – Summary
Here is also the Sequencing Example Excel File for posts 7 to 11 with the complex example. Please note that this is not a tool, but merely some of my calculations for your information.