
 Flow lines are often the best and most organized approach to establish a value stream. Hence, for flow lines or flow shops you can organize the processes much more easily than for many other types of production systems.
Flow lines are often the best and most organized approach to establish a value stream. Hence, for flow lines or flow shops you can organize the processes much more easily than for many other types of production systems.
In this series of posts I will look at and compare different ways to pace your production processes. Please note that this is not line balancing about the work content for each process, but rather different options on when to start the work for each process. In the first post I will look at unstructured pacing and pulse lines. In my next post I will go into detail for the continuously moving line.
Introduction
 In this post we are dealing exclusively with flow lines or flow shops. In a flow shop, the processes are arranged in the sequence of the production steps. The highly linear and consistent value stream makes timing the production system much easier than, for example, a job shop or a project shop.
In this post we are dealing exclusively with flow lines or flow shops. In a flow shop, the processes are arranged in the sequence of the production steps. The highly linear and consistent value stream makes timing the production system much easier than, for example, a job shop or a project shop.
 I talked in detail before about possible layouts of the flow line. The most well known ones are the I, U, L, and S lines. Their advantages and disadvantages are discussed in my series of posts on Line Layout Strategies part 1, part 2, and part 3.
I talked in detail before about possible layouts of the flow line. The most well known ones are the I, U, L, and S lines. Their advantages and disadvantages are discussed in my series of posts on Line Layout Strategies part 1, part 2, and part 3.
I also discussed in detail the process for line balancing in an extensive 6-post series. But please do not confuse line balancing with this post of timing a production line. In line balancing, you consider the work content for each process in the line. In this post on timing the line, you consider when a process should start. There are three different options on how to time the production lines.
Unstructured Timing
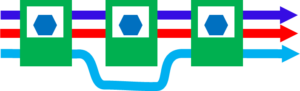
The “easiest” one is an unstructured approach. The processes are still arranged in sequence; however, there is no fixed signal when to start processing a part. Every process (both automated or manual) starts with the next part whenever it is done with the previous part. Even if at the beginning of the shift every process starts at the same time, minor variations will soon cause all processes to start at slightly different times. Sometimes a process will be faster, sometimes slower, but eventually the starting times will be independent of each other.
This has a couple of advantages and disadvantages.
Advantages

Overall, this line is pretty easy to set up. You do not have to worry about the timing of the processes. In other words, you do not have to set the speed of the conveyor belt (as for a continuously moving line below), but the speed of the system will organize itself. However, this can also be seen as a disadvantage, as you have less control over the speed of the system.
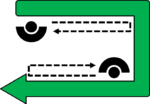
Manual lines using this approach can be partially staffed. In other words, not every process needs a worker at the process all the time. Possible options here are the famous chaku chaku line, including bucket brigades, a rabbit chase approach, or a normal baton touch. This allows a more flexible use of the line for manual lines. If you face a high demand, you have the line fully staffed. If demand goes down, you reduce workers and hence output.
In this kind of system, it is also easier to determine the bottlenecks. Just look where the material starts to pile up.
Finally, due to the buffers between processes, small fluctuations in process time can be buffered through inventory. If a process is temporarily faster than another process, the faster process does not have to wait for the other processes, but merely uses parts from the buffer until a fluctuation in the other direction slows it down again. It does not matter if these fluctuations are due to random variations in the process or due to slightly different products (where, for example, a two-door car has a faster door assembly than a four-door car).
Disadvantages
On the downside, this unstructured timing approach needs buffers between processes to buffer the fluctuations in process time. Hence, it will have a (slightly) higher inventory and a higher lead time.
Another disadvantage is that since all processes work at their own pace, it is difficult to force a speed on the system. Since there is no external time signal for completion, the parts are done whenever they are done.
Finally, it may be more difficult to observe and understand the system. Due to the fluctuations, it may be more difficult to identify improvement potentials. It is still possible; it may just take a bit more effort.
Pulse Line
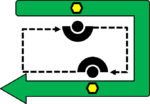
The pulse line is also a flow line, but now all parts move at the same time. As shown in the animation above, all processes process their parts. When all processes are done, all parts move to the next process simultaneously. Hence, there would need to be an information system that triggers the move if all processes are done. You can also define a time for the move, but then have to check beforehand if all processes are completed or if one is lagging behind.

One of the earliest uses of this system that I know dates back to the Junkers Aircraft plants in 1926. In Germany it was called “Taktverfahren,” which by the way is the reason why lean uses the German word “Takt” time.
This type of pulse line is particularly well suited to longer cycle times. At Junkers, for example, they moved all aircraft to the next process simultaneously every few hours. German machine tool maker Trumpf uses a pulsed line with a cycle time of around 8 hours for its machine tool assembly. Another common example with a shorter takt time are automotive body welding lines.
Advantages
A pulse line needs no buffer between processes. Since all parts move at the same time, there is no need to buffer against random fluctuations in process time.
It may be easier to identify potentials. Since all parts move at the same time, any problem is immediately forced onto the entire line. While some see this as a disadvantage, it can help you to permanently fix problems.
It is easier to define the speed of the line by setting a target for the pulse time.
Disadvantages
Pulse lines usually need to be fully staffed. All processes need to be operating for a pulse line. Hence, adjusting capacity is possible only through overall work hours. There is one exception, however. Normally, when all parts move at the same time, the first process starts a new product. You can opt to occasionally NOT start a new part. This “empty slot” or “hole” is then also “pulsed” through the system. If, for example, every fifth slot is empty, your output is reduced by 1/5th or 20% . Of course, you would need to find something else to do for your workers. This is challenging but doable if the cycle time is multiple hours.
Since all processes need to be finished before all parts move one slot down, operators may have some waiting time until the last operator is done with his process. It may also require slightly more effort to set up.
In my next post I finally talk about the continuously moving line. Until then keep on moving forward, and organize your industry!
Something else to consider is to leave holes in the line to adjust volume as needed and for balancing. You must have flexible employees who can flex downstream first or upstream as needed.
Good comment. Mentioned it already in the post as “You can opt to occasionally NOT start a new part. This “empty slot” is then also “pulsed” through the system” but added the word “hole”, since it does sound better. Thanks for the input.
Great post! I’m an operator at a plant where we recondition 55gal drums and IBCs. One of the stations where I frequently work at, label removal, has an inherently variable cycle time. If a drum comes in with one or two small labels, it takes less than 20 seconds to do. On the other hand, if there are giant labels plastered all around, it takes minutes to do.
Also, the preceding process is a batch one: A batch of drums is washed (a batch is a bad word in the Lean world, but even the purists probably don’t cook rice one grain at a time) and then ejected onto a conveyor every few minutes. As such, the most efficient way to keep everyone busy is for each operator to keep an inventory buffer of several drums at hand. If you’re done with a drum and there is one on the conveyor, you grab it and grind off the labels. If there are none on the conveyor, you draw from your buffer. The buffer is refilled whenever a new batch is released from the wash machine. That also smooths out the frequent brief machine stoppages. Another thing to consider is when you have multiple operators and multiple stations, they can have a shared inventory/buffer to draw from (just like we do in that particular area).
Hi Andre, sometimes you have batches, although the goal is one piece flow in customer sized portions. (maybe a flow process washing line?). But for your mix of different cycle times you need a buffer inventory (slightly different from a batch). Anyway, why do you have separate inventories for each operator? Like a supermarket check out, it goes faster if you have one line for all check outs, rather than an individual line for each check out. That could reduce inventory, or in your case maybe more significant: floor space usage.
Cheers, Chris
That particular area isn’t laid out very well. Normally there are three operators there (though it can be as few as one due to staffing issues we have. Two stations are near each other, and they do share the inventory. The third one is relatively far away and has to maintain its own inv. to minimize the walking.
Maybe you could relocate the third worker closer to the other two?
Hello Christoph,
any tried methods to takt a chaku chaku line you can elabrate on. The more options the easier it will be to be a suitable one.
Holger
Hello Holger, good to hear from you! I have an article on Chaku Chaku, but it does not go into details of line balancing for chaku chaku. I also have a whole series on line balancing, but this does not go into details for Chaku Chaku. Maybe I should make a post on this topic. I add it to my list.