
 Chaku Chaku is a way to operate a semi-automated manufacturing line. One (or more) workers walk around the line, add parts to the processes, and then start the process. While the process works on the part automatically, the worker adds the next part to the next process, and so on.
Chaku Chaku is a way to operate a semi-automated manufacturing line. One (or more) workers walk around the line, add parts to the processes, and then start the process. While the process works on the part automatically, the worker adds the next part to the next process, and so on.
Introduction
 The word “Chaku Chaku” comes from Japanese. It can mean either “Load, Load” (着々), or it can simply be the sound the machine makes while unloading (ちゃくちゃく), similar to “Clack-Clack.”
The word “Chaku Chaku” comes from Japanese. It can mean either “Load, Load” (着々), or it can simply be the sound the machine makes while unloading (ちゃくちゃく), similar to “Clack-Clack.”
The basic principle of the Chaku Chaku line is very simple. The worker moves around the line from process to process and only loads the parts into the machine. After loading the part, the worker starts the machine and moves to the next process. At the end of the line, the worker starts again from the beginning.
Yet, as always, there is a bit more detail.
The Processes
The system has to be a flow line. Chaku Chaku does not really work with a job shop. The processes themselves are semi-automated, and the machines can operate on their own once a part is inserted.
Automatic Unloading
 Usually, the loading of the machine at the beginning is manual. The ejection of the part after the process is completed is automatic.
Usually, the loading of the machine at the beginning is manual. The ejection of the part after the process is completed is automatic.
This is due to the cost of automation. It is usually a bit complicated to bring a part from the buffer into a well-defined position in the machine. On the other hand, it is much easier to simply eject the part from the machine into a much less well-defined position in the next buffer. Hence, the Chaku Chaku line has much less complexity than a fully automatic line that includes automatic transport of the material.
This automatic ejection is actually so common that a Japanese term made it into the lean vocabulary: Hanedashi (はね出し, to jump; to leap; to spring up) means automatic unloading of machines.
Automatic ejection has another advantage. If the worker carries the part to the next station, he can put it in the (empty) station right away. If he has to unload the part first, then it is either a two hand operation or he has to put the first part down. In any case it is more cumbersome.
Manual Unloading
 Nevertheless, it is also possible to have a manual unloading of the part, although technically it is then no longer a Chaku Chaku line. Yet the Chaku Chaku line may include some manual unloading processes too. Overall, the automatic unloading is often cheaper than the time the worker needs for manual unloading. On the downside, however, the worker may have to unload while holding the next part in the other hand, which can make a cumbersome operation.
Nevertheless, it is also possible to have a manual unloading of the part, although technically it is then no longer a Chaku Chaku line. Yet the Chaku Chaku line may include some manual unloading processes too. Overall, the automatic unloading is often cheaper than the time the worker needs for manual unloading. On the downside, however, the worker may have to unload while holding the next part in the other hand, which can make a cumbersome operation.
Similarly, there may be even processes that are completely manual, where loading, processing, and unloading is done by hand. Again, strictly speaking, this would no longer be Chaku Chaku, but if a few processes of the line are manual it would not be too much of a problem either.
Starting the Processes
The processes may start automatically when closing an safety cage or when a light curtain no longer detects a hand in the machine. In these cases the machine has to be robust enough that starting with a missing or not yet completely placed part does not harm the worker, the product, or the machine. More commonly, the worker may start the process manually. Especially with manual starting of the processes I have sometimes seen the use of a switch designed for swiping rather than pressing to allow faster actuation.
This also has its own Japanese word, Nagara switch (ながらスイッチ, flexible rod switch), although I am a fan of using plain English rather than fancy words in a foreign language. I have seen both stiff and flexible switches. This may shave a few more seconds off the workload and increase efficiency, requiring only a little investment.
Organization of Multiple Workers
 The number of workers in a Chaku Chaku line can be flexible. Naturally it has to be at least one, and fewer than the number of processes.
The number of workers in a Chaku Chaku line can be flexible. Naturally it has to be at least one, and fewer than the number of processes.
You can have more than one worker, in which case you have multiple options for how to manage the workers. You could do a bucket brigade, where the workers move forward until they meet the next worker and then return backward until they meet the preceding worker (check my recent post on The Lean Bucket Brigade for details).

Another possibility is the baton-touch approach, where each worker is responsible for a section of the line, and hands over the work to the next worker. This is probably the most common way to manage the work distribution.
Finally, there is the option of a rabbit chase, where all workers do the same loop behind each other.
A fully staffed line where every process would have its own worker is no longer a Chaku Chaku line, and a large part of the benefit of automatic processing is lost.
Line Balancing
 As for the number of people, this depends on the workload. In fact, the line balancing is a bit trickier. The total workload for humans is the combination of all loading machines and starting the machines, plus walking time (plus unloading and manual operations if present). The automatic processing does not count.
As for the number of people, this depends on the workload. In fact, the line balancing is a bit trickier. The total workload for humans is the combination of all loading machines and starting the machines, plus walking time (plus unloading and manual operations if present). The automatic processing does not count.
The work content for one person is then roughly the total work divided by the number of people (although not exactly, because the workload may not be evenly divisible). However, the work content of one human cannot be faster than the slowest process. If the human work is faster than the slowest process, then the human would have to wait for the process to complete. Hence, we cannot put too many workers in the system.
I have seen Chaku Chaku systems with one, two, and three workers. I can imagine systems with more, especially if the line is longer. But avoid over-stuffing the number of workers in a Chaku Chaku line, or the efficiency will decrease.
Process Sequence
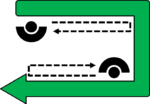
The worker could work with the material flow or against the material flow. Here it is my strong advice to have the worker work with the material flow. This is much more intuitive.
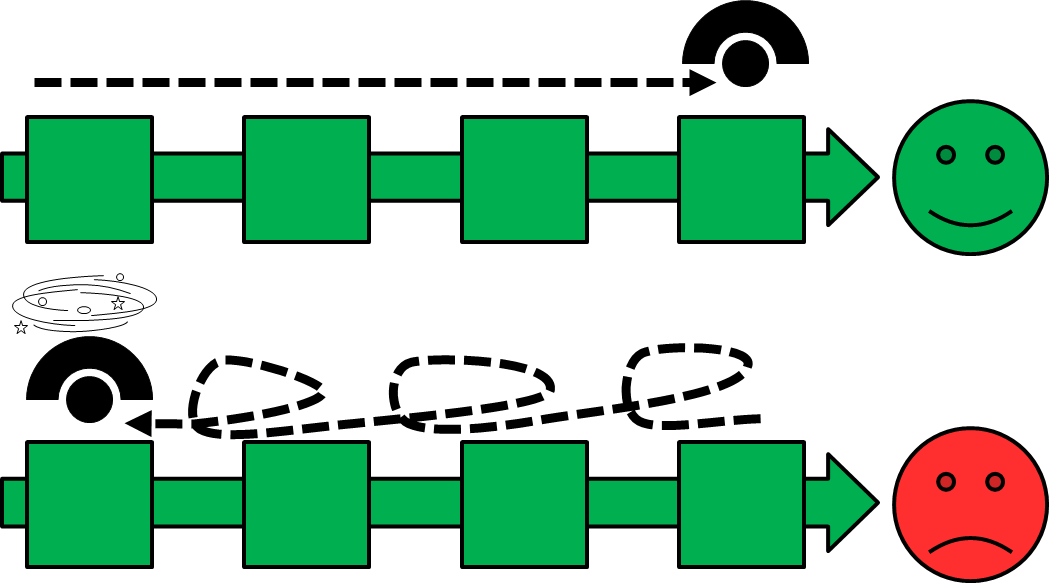
If the worker works with the material flow, he has to reach only short distances. He can pick up the part from the inventory when he walks past it, and then put it in the machine right away. If he walks in the other direction, he would have to reach over the machine to get the part from the buffer (or walk back from the buffer to the machine) before inserting the part.
It gets even worse if the line involves manual unloading, as the worker would constantly have to walk back and forth between processes. Overall: Have the worker work in the direction of the material flow!
Buffer Inventories
A Chaku Chaku line usually does not need buffer inventories, except between the different workers in the case of a baton-touch system above. Especially for manual unloading, a buffer is actually detrimental. If you unload the part, it would be easiest to load it right away in the next machine, rather than placing it in an inventory and picking up another part from the same inventory.
Benefits and Disadvantages
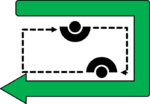
The advantage of the Chaku Chaku line is that it is often a good compromise between automation (processing and ejection) and manual work (loading and starting process). This may increase the overall productivity, although it does involve quite a bit of walking, which by itself is a waste again. An U-shaped line or cell is preferred, or any type of line where the end is close to the beginning.
On the other hand, the worker needs to know all steps of the process for working in the Chaku Chaku line (unless you use the baton-touch approach). This may make training a bit more difficult, although the work is usually not very challenging. (In Germany, unions often don’t like Chaku Chaku due to the use of unskilled labor).
Sometimes there is also a second complaint: that the work is monotonous and boring. Make sure the workers in the Chaku Chaku line get some job rotation and can work on something different for a change.
On the positive side again, Chaku Chaku lines often need little or no inventory between the processes, and are a version of one-piece flow. Besides reducing inventory, this also improves the lead time.
Examples of Chaku Chaku Lines
A Chaku Chaku line with one worker:
Chaku Chaku line with multiple people (shown until about 0:33, afterward other processes and material transport).
Yet another Chaku Chaku line, this time Bosch in Japan. The Chaku Chaku line starts at 3:13. There are also sometimes multiple people in the line.
Overall, I hope this information was helpful for you, as this is a popular topic in lean manufacturing (although in my view it feels like there is still more writing about than implementation of Chaku Chaku). In any case, go out and organize your industry!
What is the difference between this and a NAGARE cell ?
Hi Andrew, I did not quite find out what exactly a Nagare cell is. All sources look like a normal U-line with a “Rabbit Chase,” also known as the “Caravan Approach” or “Operators-in-Motion.” (which, coincidentally, is my blog post scheduled for February 21st). Hope this post will help you.
Hi Chris,
I finally got around to watching the examples in the post. A few thoughts…
I know you mentioned it, but realistically, how many companies in countries like US will make it a point to give an operator in an area like the one in the first video opportunities to rotate around and for general professional development within the company? Frankly the unions’ position is entirely justified. Too many companies will be happy to stick someone paid the minimum wage on that area, and just replace workers as they quit.
Other than that, it looks like a well designed area. She’s working at a relaxed pace (personally, I’d feel uncomfortable working so slowly). The extra motion is minimized. The area looks clean and rather well organized (to an experience operator, not to some junior manager straight out of college, that is).
The balance of power between workers (unions) and managers (owners) is quite necessary to achieve a good work environment. Sometimes the unions have too much power or hurt more than they help (Greece?, some states/industries in the US?), sometimes the owners have too much power and the workers suffer (Japan, see The Dark Side of Japanese Working Society).
I also believe that job rotation not only makes work more interesting, but also increases flexibility by qualifying a worker in more tasks. Hence, if a worker is absent (sick, holiday, …) another one can take over quickly.
Hi Chris,
I watched the video again, and I do have to admit that I missed something there. The lady looks like a very experienced worker that only makes the job look easy through experience and practice. If you watch from the beginning, you can notice see her quickly bouncing back to a prior station around 0:53 to fix a problem. Only goes to show that someone unfamiliar with the area will miss a lot of things at a first glance.
Here in US, the only unions with excessive power are the police and firefighters’ unions. A lot of industries in US have switched to employing undocumented immigrants to fill in shortages when Americans found the work too hard for the pay offered. In many manufacturing and service industries, English is not even the language spoken on the floor. In our plant, we have an even funnier problem. There is a sufficiently large undocumented community in the area that we have guys come in to work with no English and no papers, just to quit a week later because they can get an easier job elsewhere with comparable pay. Now we have outfits like the one described in this article: https://www.nytimes.com/2018/04/01/business/economy/labor-recruit.html
Tragically, traditional accounting doesn’t account for the stupid amounts of waste I see every day happening from having an underpaid and undermotivated workforce, where the main production line is always out of balance because it was never designed for flexible staffing and at least one or two regulars don’t show up for work almost every day (usually because they work second part-time jobs with less stable schedules and less forgiveness for poor attendance). Of course, try telling that to the owner of the company who just looks at direct labor percentages (admittedly, the company isn’t doing as well as it used to)…
Good observation on the video! As for people, if you have an unmotivated, untrained, and ill-managed workforce, you will have lots of problems. Some companies choose to go with the cheapest labor and instead have the trouble with production, others choose to have a better paid and motivated workforce with less production problems. hard to say which one is better, although morally I like the latter one better.
Andrew said: “NAGARE cell”, but the word “NAGARE” is correct? Instead, Nagara” is right? At Toyota, e.g., while the worker is assembling a car, he sets a part (in the machine) near his line and then the machine completes the parts, after then he picks up the completed parts and put into the assembling car. This is “Nagara”.
I misunderstand Andrew?
Dear Higo-san, you are of course correct. It would be nagara, like a nagara switch, 乍らスイッチ or ながらスイッチ. Thanks for the input!
Good system of working,