
 This is the third and final post on lot sizes (Part 1 and Part 2). After considering all the factors of the processes and inventories (changeover time, batch size, customer order size, and container and shipment size), we now look at how to set up the information flow. This is especially important if we want to have different lot sizes in different sections of our value stream.
This is the third and final post on lot sizes (Part 1 and Part 2). After considering all the factors of the processes and inventories (changeover time, batch size, customer order size, and container and shipment size), we now look at how to set up the information flow. This is especially important if we want to have different lot sizes in different sections of our value stream.
Information Flow Set-Up
All the previous data points can be taken in any sequence for any process along the value stream. You just need to get an overview where you have what kind of requirements. And again, these data points do not have to be the final values or set in stone; they just have to help you determine where you may have to focus.
In this step, you will merge the different requirements together while creating the information flow of the system. (If you cannot change the information flow, then you are locked in with the lot size you have.) There are two main questions: Where do you decouple the material and information flow, and what lot size do you need for which part of the information flow? This involves quite a bit of going back and forth between these two steps, and occasionally going back to get better data from individual processes or material flows.
Where to Decouple the Material and Information Flow
Ideally, you make a quick sketch of the value stream. The main question here is where to decouple the material and information flow. If you have a pull system (e.g., a kanban system), the decoupling would be at a supermarket. Take, for example, the three-process system below. Between each process you could either add a supermarket or a FIFO lane.
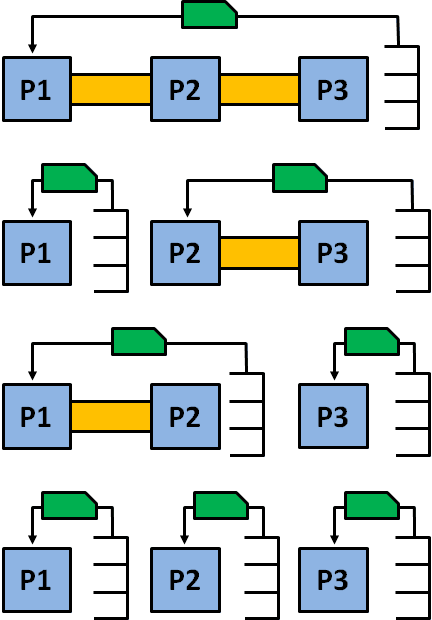
For more on this, see my post series Ten Rules When to Use a FIFO, When a Supermarket. The first rule of these ten rules concerns the lot size. It is generally recommended to add a supermarket if you want to change the lot size. The lot size within one kanban loop should stay the same, although there are exceptions possible.

If the lot sizes are equal, as in example 1 above, then there is no problem whatsoever. If the next process has a lot size that is an even fraction of the previous process (example 2), then there is also no problem. In effect, the second process is forced to have the same lot size as the first process.
Lot size differences, however, are a problem if the second process doesn’t have an even fraction lot size, as in example 3. If you need to use exactly this lot size of 30 every time (e.g., a batch process that fits exactly 30 parts), then there will be either ten parts left uncompleted of the lot size of process 1, or the lot size of process 2 will be short by twenty parts. If the lot size of 30 is only a minimum requirement, it will be less of a problem since you can always increase it to the required number of parts.
Finally, if the second process has a larger lot size than the first process, as in example 4, then there is a risk of not completing a full lot with the second process.
Overall, again, try to use the same lot size across the loop unless there is a good reason not to. If you want to change the lot size, it may be good to add a supermarket.
Even if your system is a push-type system (no kanban or CONWIP), this also works. In this case the question is if you want to have a FIFO lane between processes or a non-FIFO buffer stock.
What Lot Size for Which Part of the Information Flow
The lot size within a loop should ideally be constant. The lot size within a loop depends on the processes and inventories in the loop, for which we collected the data above. Here we have to distinguish different situations:
- Exact Size: All other values need to be multiples thereof. This is, for example, an injection molding machine. If your mold makes 10 parts every time, then your lot size has to be a multiple of 10 (i.e., lot size of 10, 20, 100, 500, etc., but NOT a lot size of 7, 15, or 25).
- Upper Limit: The number cannot be higher, but can be less. The lot size must be a multiple of that number or a smaller number. This is, for example, a pallet cage. Imagine a cage cannot hold more than 115 parts, but it can hold less. You could put only 100 parts in the pallet cage. If you have a pull production, ideally one kanban represents one container/box/pallet. The lot size can then be multiple kanban. Again, the lot size has to be an exact multiple of the number of parts per kanban. This gives you more flexibility in finding a good lot size. If you go too far away from the number, however, you may consider another container (i.e., if you want to put only 15 pieces in a pallet cage that holds 115, then you are wasting a lot of space).
- Approximate Values: The number is based on an estimate or rough value. Hence, it can be adjusted both upward and downward. This can be, for example, the number determined from your changeover processes. As this is an imprecise value anyway, you can easily adjust it a little bit up or down to suit your needs.
- Lower Limit: The number has to be at least that value, and can also be more. This is usually not common, but can happen if your boss listens too much to the accountant and then simply gives you a minimum lot size number.
From these numbers you have to determine the lot size for the particular loop.Also, please be aware that the lot size may also differ for different products. A high runner product may have a much larger lot size than an exotic product on the same loop. Let’s make an example shown below.
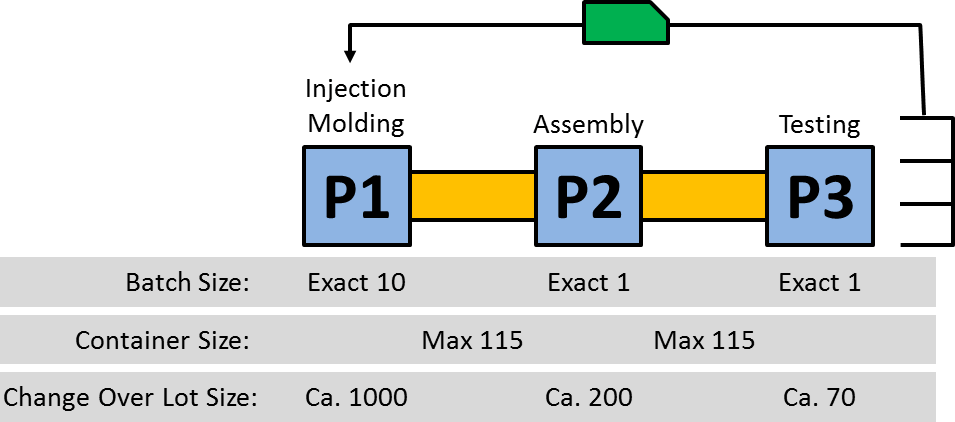
You have three processes in a kanban loop. The first one is an injection-molding process with exactly 10 parts for a mold. Hence, it would be good if the lot size is an exact multiple of 10. The other two processes of assembly and testing have a lot size of 1, which we can ignore since we already have a multiple of 10.
The containers between the processes fit 115 parts. Since this is not a multiple of 10, we have to use less (e.g., 110, 100, or 90 parts).
A suitable lot size for the changeover is mostly influenced by the injection-molding process, which suggests around 1000 pieces before changing over. Assembly and testing are more flexible, so they don’t matter much anymore.
Hence, overall, you could go for a lot size of 1000, with 10 kanbans (containers) of 100 each, or equally valid but more space efficient with a lot size of 990 and only nine kanban (containers) of 110 pieces each. I probably would prefer the lot size of 990 (9 boxes of 110 each) since I need one box less and hence space for one box less, but this is up to you.
More interestingly, could I add a supermarket between process P1 and P2? Process P1 would have a lot size of 990 pieces. Process P2 and P3 may then have a smaller lot size of only 200 pieces (or maybe 220 for two boxes of 110 each). With a bit of SMED on process P2, you may even get the lot size down to one box of 110 pieces.
As you can see, this process involves quite a bit of going back and forth between the decoupling of the material and information flow, the lot sizes, and the raw data obtained from the processes and inventories.
Finally, a minor point is even numbers. Humans somehow prefer to work with round numbers. Hence, they probably like a lot size of 300 more than a lot size of 298. But again, this is a minor point. If your analysis determines 298 to be better than anything else, by all means, use 298.
That is it. Now you know what influences your lot size. Unfortunately, it is not a simple answer. There are lots of assumptions and uncertainties going into the determination of the lot size. Hence, there is no single “right” answer. Instead, there is usually a range of good lot sizes. So, don’t fret it if you should use 10% more or less for a lot size. In case of doubt, go a bit lower, but otherwise take your best guess based on the information and considerations described in this series of three posts. Now go out, see if you can reduce the lot size, and organize your industry!
P.S.: This series of posts is based on a question from Curtis Rosché.
Post Overview:
- How to determine your Lot Size – Part 1: True North, Change over time, container size, shipment size, customer order size
- How to determine your Lot Size – Part 2: Machine batch size, process industry, administrative processes
- How to determine your Lot Size – Part 3: Information Flow: Decoupling and determining the lot size
Thanks, Christoph. If you have not done so already would you consider a blog around Kata in the future ?
Hi Dilesh, it is on my ToDo list, but I did not yet get around to do it (My “Posts to do” list is currently over 100 entries long…). Thanks for your interest 🙂