
 In this seventh post on Mixed Model Sequencing, I will finish the sequencing of the more complex example with Product-Dependent Workload and Mixed Model Sequencing. This is now the tenth post in this series. I knew this sequencing topic was demanding, but even I am surprised how much there is to cover. Thanks for staying with me, and read on.
In this seventh post on Mixed Model Sequencing, I will finish the sequencing of the more complex example with Product-Dependent Workload and Mixed Model Sequencing. This is now the tenth post in this series. I knew this sequencing topic was demanding, but even I am surprised how much there is to cover. Thanks for staying with me, and read on.
Sequencing the Fourth Product
So, what product should we sequence next? I went for the next largest cycle time of product 2433 at the door-mounting station.
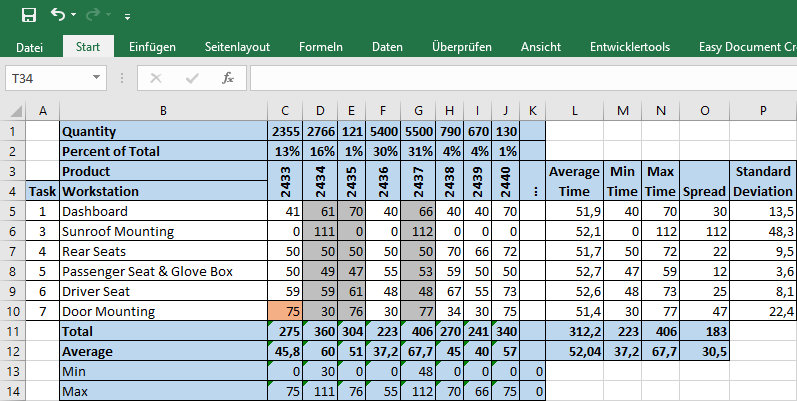
Since we make 2,355 products of this type, the sequencing interval is 7.53.
\[ { S_{2433} =\frac{17 732 }{2355} = 7.53} \]Starting at slot 2, this product would be in slot 2, 10, 17 … wait, this one is already occupied, the next free one is 16, and 25 in the sequence. The resulting sequence is shown below.

Let’s have a look if we want to shuffle something around to make an even better sequence. Product 2433 in slot 2 is adjacent to 2434 in slot 3, which is not a problem. Both the door mount and the sunroof mounting have cycle times in the opposite direction and cancel each other out. The adjacent product 2437 in slot 1 is a bigger problem, since both are four-door vehicles with a rather long door mounting cycle time. Since they are next to each other, this will accumulate, and we need a bigger buffer.
However, there are no other free slots that are NOT adjacent to 2437, so we cannot move this new product around. If we would move another part again, then somewhere in the other sequence it would get even worse. Therefore, while not ideal, part 2433 stays where it is in the sequence.
Sequencing the Fifth Product
Next, we go for product 2440, since it has the longest remaining excess cycle time of 75 seconds for the door mount (and also pretty large cycle times for the rear seats, driver seats, and the dashboard). With only 130 parts, this gives us a sequence interval of 136.40. Starting with the first available free slot this sequence is shown below.
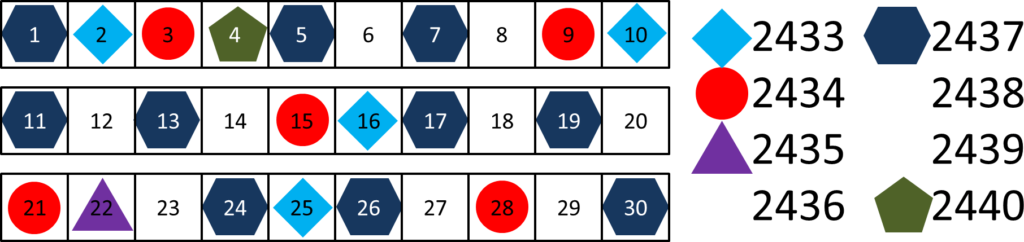
This is also not ideal, since product 2440 in slot 4 clashes with 2434 on the left by both having longer dashboard mounting times, and with 2437 on the right by both having longer dashboard and door mounting times. But I cannot find a better slot, so it stays where it is in the sequence.
Sequencing the Sixth Product
Not many products left. The biggest cycle time is product 2438 with 70 seconds cycle time for the rear seat assembly. With 790 parts this gives us a sequence interval of 22.45. Starting at the first empty slot, this gives us position 6 and 28 … which is already occupied, hence I take an adjacent one with slot 27. The sequence is shown below.

Again checking for effects with adjacent products 2437 and 2434, there seem to be no bigger issues. If anything the door mounting of 2438 and 2434 are both short (i.e., both have not enough work for the cycle time). Having this in sequence accumulates available time that has to be used for another product, requiring again larger buffers. However, this is not a big issue, and I am not destroying the rest of the sequence by shuffling things around her.
Sequencing the Seventh Product
Only two products left! These two are not even too different with their cycle times. Both have two very short cycle times at the door mount, but product 2439 is a tick longer at the rear-seat mounting, hence I pick this one. With 670 parts we get a sequence interval of 26.47. Starting at the first available slot, I get position 8, 34, and so on. Always check if these positions are already occupied. The resulting sequence is shown below.

There is not much conflict with the adjacent slots. Even if there is, not much I could do about this anyway at this point in the sequencing.
Sequencing the Eighth and Last Product
Only one product left, number 2436. This one is easy. You do not need to pick a product since there is only one left. You do not need to calculate a sequence interval (which would be 3.28 for 5400 parts). You do not need to worry about placement. Since it is the last product, all free slots must be this product type. The sequence is shown below.

Is it a good sequence? Maybe. Is it perfect? Probably not. Juts by looking at it, you can see that the last product 2436 is somewhat unevenly distributed. It is not present at all in the first row, is four times in the second row, and twice in the third row of this sequence. So it is probably possible to make better sequences than the one above. As I said above, sequencing is more of an art than a simple process. You could have sequenced the parts in a different order. You could have shuffled them differently than I did. There are many ways to do this differently. If you don’t like the sequence, do it again, differently and better. It is a very iterative process.
A Bit on the Terminology
I was looking quite a bit for a proper English name for this method. Most articles just describe it as Mixed Model Sequencing, Mixed Model Balancing, or confusingly also just Line Sequencing (even though there are many other reasons to sequence like changeover sequencing, Just in Sequence, prioritization sequencing, EPEI, one piece flow, or just simple production sequences like FIFO, EDD, SPT and so on).
 In German it is much easier, and the word Perlenkette (pearl necklace) is used for this type of sequencing. If you mention Perlenkette to a German lean expert, he instantly knows what it is all about. This is by the way also the reason why all the posts on this topic start with an image of a necklace, all of them ancient with the images from the Metropolitan Museum of Art in New York. Only the lady here is more recent.
In German it is much easier, and the word Perlenkette (pearl necklace) is used for this type of sequencing. If you mention Perlenkette to a German lean expert, he instantly knows what it is all about. This is by the way also the reason why all the posts on this topic start with an image of a necklace, all of them ancient with the images from the Metropolitan Museum of Art in New York. Only the lady here is more recent.
While the English word pearl necklace would be nice to use here in lean too, it unfortunately has a second definitely NSFW meaning. So, if you know a good, short, and generally accepted term for Mixed Model Sequencing, let me know.
In my next post I will show you how to check the quality of the sequence and how to determine the required buffer size for the sequence. Until then go out, think about a better way to sequence your products for a mixed model assembly, and organize your industry!
P.S. Many thanks to Mark Warren for his input.
Series Overview
- Mixed Model Sequencing – Introduction
- Mixed Model Sequencing – Just Make the Problem Go Away
- Mixed Model Sequencing – Adjust Capacity
- Mixed Model Sequencing – Basic Example Introduction
- Mixed Model Sequencing – Basic Example Workload and Buffering
- Mixed Model Sequencing – Basic Example Sequencing
- Mixed Model Sequencing – Complex Example Introduction
- Mixed Model Sequencing – Complex Example Data Basis
- Mixed Model Sequencing – Complex Example Sequencing 1
- Mixed Model Sequencing – Complex Example Sequencing 2
- Mixed Model Sequencing – Complex Example Verification
- Mixed Model Sequencing – Summary
Here is also the Sequencing Example Excel File for posts 7 to 11 with the complex example. Please note that this is not a tool, but merely some of my calculations for your information.
Hi Christoph, I was expecting more one or two posts of this sequence about engineer-to-order processes and about high volum (more than 100,000 parts/month) and high variety (more than 1/3 new different parts each month). Would you continue?
Hi Daniel, interesting idea. On the top of my head this would work only for flow lines with shorter cycle times, as job shops will have too much changes in the plan anyway to make a meaningful sequence. For flow shops, you should have a part that has a high workload followed by a part that has a low workload for a particular station. I will add it to my blog post ToDo list.