
 Probably among the most popular leveling approaches is Every Part Every Interval (EPEI). Often, this is the method people mean when they talk about leveling (also known as heijunka [平準化]).
Probably among the most popular leveling approaches is Every Part Every Interval (EPEI). Often, this is the method people mean when they talk about leveling (also known as heijunka [平準化]).
The theory about this type of leveling is not very difficult. Unfortunately, hard facts of reality often nullify any possible advantage of this type of leveling. In fact, most of these types of leveling that I have seen were complete rubbish. They were a dog-and-pony-show to please management at the expense of performance and shop floor efficiency. In this post I will explain to you how it is supposed to work in theory. In the next post I will explain why it rarely works in practice .
Different Names for (Often) the Same Thing
This approach to leveling is quite popular. For some reason, many different names are used to describe (mostly) the same thing. Some of the names I have come across are listed below, but I’m sure there must be some more. For the sake of simplicity, I will just call it EPEI below.
- Every Part Every Interval (EPEI)
- Every Product Every Cycle (EPEC)
- Every Product Every Time Interval x (EPEx)
- Fixed Repeating Sequence
- (Production) Leveling
- Production Smoothing
- Heijunka [平準化] (Japanese for Leveling)
- Green Stream/Red Stream (green for predictable high runners and red for fluctuating exotics)
- Fixed Sequence Fixed Volume
Theory of EPEI Leveling
But let’s look at how EPEI leveling works (please note that this is complicated by the fact that that not everybody has the same thing in mind when they talk about EPEI leveling).
The Good Basic Idea – Distribute the Demand Evenly
The underlying idea of EPEI leveling is to distribute the demand evenly across a period of time. For example, you break your daily production quantity in lots as small as feasible and distribute these lots evenly throughout the day. This underlying idea is actually pretty good and solid. It is also the basis for the one-piece flow I will talk about in the next post.
The Fixed Repeating Sequence
The approach of using a fixed repeating sequence takes the expected total demand for a longer period – often one, two, or four weeks – and aims to distribute the resulting production orders evenly. In industries with shorter cycle times such as, for example, the automotive industry, this is often distributed into daily chunks of equal size. If your change overs differ depending on from what to what you change, the fixed repeating sequence also allows you to optimize these change overs.
However, if your cycle time is longer or if you have larger changeover times, you may use larger chunks to distribute the orders in your period. Similarly, if you have small changeover times, you may even produce the same product more than once at different times throughout the day.
An Example
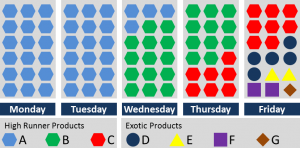
Usually, this approach is best explained using an example. Lets assume you have 7 different products labeled A to G. Products A, B, and C are your high runners that you sell frequently. Together they make up more than 80% of your sales. Products D, E, F, and G are your less frequently sold exotic parts. Production planning estimates that you will sell 40 product A’s next week, 25 product B’s, 15 times C, 5 times D, 2 times E and F each, and only 1 product G as shown below. Every day you have the capacity to produce 18 parts, so your capacity matches the overall demand of 90 products.

Not-Leveled Initial State
If someone would not know anything about leveling, they would probably try to minimize the number of changeovers and make batches as large as possible. Hence your production schedule for Monday to Friday would look like the image below. First you produce all 40 products of A, followed by all 25 products of B, and so on.
Fixed Repeating Sequence Leveling
With an EPEI or fixed repeating sequence approach, you would split the expected demand into daily batches. The high runners would be produced every day. This means every day you would produce 8 product A’s, 5 product B’s, and 3 product C’s. The remaining capacity is used for the exotic parts, which are also distributed evenly across the week. Product D has a demand of 5 pieces, hence we can also produce it every day. Products E and F are produced every other day, and the lone product G is produced on the remaining available day.
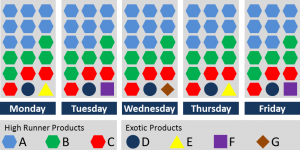
Compare the not (yet) leveled illustration farther above with the leveled example directly above. The latter looks much more evenly distributed. Your weekly demand is leveled evenly across the days of the week.
Some Variations to the Method
Length of Repeating Sequence
In the example above, I used a weekly period with a daily repeating sequence. This, of course, depends on your circumstances. Many real world examples I have seen use a two-week period, also with a daily repeating sequence. But there are also longer or shorter periods such as, for example, one day or one month. The repeating sequence can also be shorter or longer than one day.
Ideally, the shorter the repeated sequence is, the better the leveling effect. In a perfect state it would be a one-piece flow, where every part is different from the next one. However, this may not be economically feasible if you have larger changeover times. Of course, always remember that changeover times are not fixed but can be reduced (see SMED for more details).
(Flawed) Mathematical Approach for Length of Repeating Sequence
There is even a mathematical approach to calculate the repeated sequence, although I think it is flawed. You take your total available production capacity and subtract the production capacity required to satisfy the demand. The remaining capacity is used for changeovers in order to make the sequence as short as possible.
For example, if you have 80 hours of capacity, but need only 70 hours to satisfy demand without changeovers, then you should use the remaining 10 hours for changeovers. If you need 15 minutes per changeover, then you can afford 40 changeovers to create your pattern.
However, this method does not work very well if you have way too much capacity. It does not work at all if you have not enough capacity. Having a good number of changeovers for a good pattern will be rather arbitrary. In any case, it will be a tough sell to the manager who has to pay for the time for changeovers rather than send people home and reduce overtime.
Length of Interval Leveled
As for the length of the periods whose demand is leveled… well… here it gets a bit tricky. The longer the period leveled, the more leveled the overall demand is – but the harder it is to actually follow the planned sequence. Actually, the ability to follow the sequence – or to be more precise, the Inability – is the main reason that most attempts at EPEI leveling fail miserably. More on this in my next post.
Sequence Not Based on Time But on Quantity
You can also model the repeating sequence not based on time, but on number of parts. This gives you, in fact, more flexibility. However, the shop floor still thinks in terms of shifts and production days and will have a bit more trouble wrapping their mind around it. But it is definitely doable.
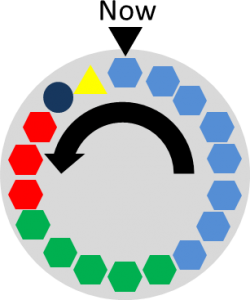
This is sometimes illustrated as a wheel, where the same production sequence starts again after the last part is completed. For our daily sequence example above, this is illustrated below. Only the last two parts would change every cycle, since these exotics are not produced every time.
Heijunka Board
The pattern is often visualized in a Heijunka Board (Heijunka Box, Leveling Board). This is a board with lots of slots to add kanban cards or production orders. Usually it is close to the manufacturing location. The different rows and columns in such a box represent the time (often days or shifts) and the product types (separate row for high runners, often shared rows for exotics). The cards are added to represent the production sequence, and are removed once the product is completed.

A Heijunka Box can visualize the situation within the pattern very well, but is also a significant effort to maintain, especially if there are frequent changes to the pattern. A Heijunka Box also immensely impresses your superiors and gives them the feeling that they have managed you well. In fact, sometimes the box is all you need to impress your superiors, regardless if the leveling actually works or not.
Conclusion
Well, the above all sounds pretty logic and reasonable. Unfortunately, the harsh reality on the shop floor usually messes it up pretty well. While it looks good in theory, it is a total mess on all but the very best shop floors. But more about this on the next post. In the meantime, go out and organize your Industry!
Overview of Posts in This Series about Leveling
- Why to do Leveling (Heijunka)
- An Introduction to Capacity Leveling
- Theory of Every Part Every Interval (EPEI) Leveling, Also Known as Heijunka
- The Folly of EPEI Leveling in Practice – Part 1
- The Folly of EPEI Leveling in Practice – Part 2
- Introduction to One-Piece Flow Leveling – Part 1 Theory
- Introduction to One-Piece Flow Leveling – Part 2 Implementation
Also, Michel Baudin wrote a post on Theories of Lean and Leveling/Heijunka on his blog with a review of my series on Leveling. Check it out for further details on Leveling.
Hi Dr.Roser,
Regarding the sequence wheel,you mentioned Only the last two parts would change every cycle,but formmy understand for each Repeating Sequence as a Wheel,there will constantly 5 change every cycle not just for erotic part but also for changover between high runner,
pls let me know if it is correct
Thanks
Hello Felix,
In the wheel there are five change overs where you change the system from one part to another.
However, what I meant with two changes is that the exotic parts are not the same every day. Hence, in the wheel above the last part is a yellow triangle. However, since you need only two yellow triangles per week, you do not produce them every day, but only Monday and Thursday. On other days you change the pattern and have for example a purple square or a brown diamond as the last part.
Hope this helps, let me know if you have more questions. Best wishes,
Chris
Hi Dr.Roser,
Thanks a lots and recently I was appointed to task to setup training system and structure
for whole company regarding lean manufacturing for all level of employees(new
employee,shop floor production people,supporting function and management team) like
setting up lean academy and somehow certification system,could you give a hints and tricky what is strategy and road map I need work on and what kind of course and duration ,frequency for which level of employee across the plant
I am looking forward to seeing your pictorial insight
Best regards
Hi Felix,
That is a big task. It depends on how large you company is, and if you are on your own or if you have support by others. In general, there is a tendency by management to vastly underestimate the effort needed to transform a company. In any case, you only need to train them in the Lean idea, which is difficult enough. Learning Lean is like learning to drive a car. A classroom helps, but real learning happens only on the road. Try to use as many simulations as possible.
Best wishes,
Chris
Excelente Post.
I have been working for some years with this Technique and its very helpful. when you start working with this tool you have a very high level of lean.
Hi Riky,
many thanks for the compliments. Best wishes,
Chris
Thanks, very good information
Thanks, Siddu 🙂
Hello Dr. Roser,
From your point of view I get that it is kind of impossible (or very very hard) to reach the EPEI phenomenon. But is it possible being lean, without having the ability of reaching to EPEI? I mean, production leveling stays on the bottom of the Toyota House so if you have a very variable sets of orders and too many types of products, is it a waste of time trying being some lean? OR will you do an ABC and XYZ analysis and try to implement the system for your runners?
IT is important for me to get you thoughts about that because we are trying to be more lean in such an environment.
Best Regards
Huseyin
In my view having a multi week pattern (often called EPEI) is far too difficult for most if not all companies. Even Toyota uses this only to find sources of variation rather than to eliminate sources of variation.
As for the “Toyota house”, there are so many different versions around, you can almost put things in there randomly…
Lean, however, is not only EPEI but many other things. Continuously strive to become better. Do not just apply different “lean tools”, but try to solve an actual problem. if a lean tool helps, do it. Use whatever helps you to become better.
Hi Christoph,
Your impressive and informative article contains some thought provoking concepts and comments on production leveling. In the past, I was working mostly on methods for high-mix, low-volume production systems. For the last few months, I have been spending some time on this fundamental method of Lean. This is because a production unit may have to meet the steady demand of some products with minimal inventory while accepting custom orders for some other products whenever they arrive. I have a solution for production leveling on the entire production line of general nature without any assumption on the existence of pace maker.
Different product families may pass through the same production line with different setup times and cycle times for any operation. Some operations on the line may not be relevant to some families. Some operations may be batch processes with fixed times and fixed batch sizes while some other operations may not need any setup at all. Material can flow piece by piece at some stages. Some resources may be able to perform more than one operation. In such generic situation, production leveling for families at the system level becomes difficult, particularly due to the absence of pace maker. My computation-intensive solution does production leveling on such general production lines. Of course, the solution implementation needs a computer. Since you have a lot of experience with production leveling in factories, I would like to demonstrate my production leveling solution to you over a web session, if you are interested.
Hi Stephen, thanks for the compliments. I am glad you found a solution that works for you. I personally are usually skeptical of software tools, since they often do things in the background that I as the user don’t fully understand. If you programmed it yourself you know the details, but the average user will not get to that level of understanding, which increases the risk of errors. if you want to show it to me i am happy to give input, but in general I have no intention of purchasing or advertising your software (way too many people try to sell me products through my blog 🙁 ).
Any specific method of calculation for high mix environment. @ 80 products & when upstream is not very stable oee=60; change over time 8- 25 hrs ; batch size avg 40k;
Hi,
I works in a injection molding shop, where i have around
19 machines of different tonnage
25 different parts are required to assemble one model at assembly line
02 models are produced every day
06 – 20 kg of material is wasted at injection molding machine during mold change over
i want to know what should be the optimum batch size for 01 mold?
Hi Ali, this depends on your change over time and workload of the process. You lot size must cover the time until you can make the product again.
Good day!
This is always an interesting topic!
But most of the applications and examples I saw are related to shopfloor batch production, do you we have any case study for “process industry” e.g. long & fast production lines, much faster than Takt Time, but with very long and complex setup?
Imagine to cover customer demand in 2h of production and changeover time is around 1h.. in this case the lean-thinker will have hard times to convince production team not to go for long & big batch size!
thanks!
Andrea
Hello Andrea, unfortunately I don’t have an example for the process industry. In many cases, the process industry is using batches, and the size of the tank defines the batch. Smaller batches would suggest smaller tanks, which is a bit difficult to do.