
 The baton touch is probably the easiest way to do multi-machine handling in a line. This ease-of-use makes it a very popular approach for the assignment of the operators in a line. An operator is in charge of a fixed set of processes. The operator always repeats the same loop of processes. Multiple operators, each with their fixed assignment of processes, work on a production line together. It is quite simple.
The baton touch is probably the easiest way to do multi-machine handling in a line. This ease-of-use makes it a very popular approach for the assignment of the operators in a line. An operator is in charge of a fixed set of processes. The operator always repeats the same loop of processes. Multiple operators, each with their fixed assignment of processes, work on a production line together. It is quite simple.
Introduction

The baton touch is one of the different ways to man a production line with fewer operators than you have processes. The other options are the rabbit chase and the bucket brigade. Most of them are better suited for an U-line, to reduce the time needed to walk back. In a rabbit chase, the workers keep on working on one part through all the processes in the sequence. For more details, check my post on The Lean Rabbit Chase in a U-Line.
Closer to the baton touch is the bucket brigade. Workers process a part through the series of processes until they meet the next worker coming back or the end of the line. Here, they hand over the part and walk back until they meet the previous worker or the beginning of the line. For more details, check out my two post series on the Lean Bucket Brigade. In any case, they take the part and process it. The number of processes a worker handles depends on the speed of the worker.

The Basics of the Baton Touch
The baton touch is very similar to the bucket brigade, but with a fixed set of processes for each worker. Like in a relay race where each runner has to cover a fixed distance, each worker has to handle a fixed number of processes. This has the advantage that each worker has a fixed number of processes assigned, which makes it easier to train the workers. It also avoids the somewhat less-structured hand-over of the bucket brigade. On the downside, it does not include an auto-adjusting for the worker’s speed. While in the bucket brigade the faster worker covers more ground, in the baton touch the faster worker has to wait for the slower one.
Organization of the Baton Touch
The baton touch line can be completely manual or semi-automated. In the latter case, it is often called a chaku-chaku line, for which the baton touch is one popular option (others being the rabbit chase or the bucket brigade). One common feature of the chaku-chaku line is that the operator inserts the part in a process and starts the process. When the process is completed, the part is ejected automatically.
Like with any semi-automated process, it is recommended for the process to be faster than the worker. In lean philosophy, it is impolite to let the worker wait for the machine. The other way round is perfectly acceptable, and the machine can wait for the worker.
 It is highly recommended to have the workers walk in the same direction as the material flow. This makes it much easier to transport the material along. Walking in the other direction would either require tracking back frequently to get the parts, or an automated transport system.
It is highly recommended to have the workers walk in the same direction as the material flow. This makes it much easier to transport the material along. Walking in the other direction would either require tracking back frequently to get the parts, or an automated transport system.
On Buffers
In manufacturing, you need buffers to decouple fluctuations. With the baton touch, the machine is waiting for the operator anyway. Hence you do not need much buffer between the processes for the loop of one operator. If the machine ejects the part automatically, you just need space for one part to be ejected.
 If the operator removes the part by hand, you do not need any buffer at all. Here, a buffer may even be worse than no buffer. The operator needs to touch the part for removal. If the same part goes directly into the next process, we save time since the operator does not need to grab the part again. However, if there would be a buffer in between, the worker would have to put the first part down and grab the second part to put it into the next machine. Hence, no buffer may be a better solution here.
If the operator removes the part by hand, you do not need any buffer at all. Here, a buffer may even be worse than no buffer. The operator needs to touch the part for removal. If the same part goes directly into the next process, we save time since the operator does not need to grab the part again. However, if there would be a buffer in between, the worker would have to put the first part down and grab the second part to put it into the next machine. Hence, no buffer may be a better solution here.
However, it makes sense to have buffers between the loops of the operators. Ideally, the work of the operators is well balanced. But even then, sometimes a worker may be slower or faster than usual, or a problem at a process took a bit more time (part was stuck, reset button needed to be pressed, …). Hence, a (small!) buffer between the operators can improve the overall performance of the system.
Number of Workers
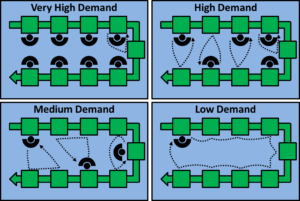 Often, the number of workers is adjusted depending on the demand. If you have a high demand, you add a lot of workers. For lower demand, you man the line with fewer workers (or run it for shorter times). With the baton touch approach, you would assign a fixed sequence of processes to every worker based on the number of workers in the system. I recommend using the Toyota Standard Work approach to assign the stations to the different number of workers.
Often, the number of workers is adjusted depending on the demand. If you have a high demand, you add a lot of workers. For lower demand, you man the line with fewer workers (or run it for shorter times). With the baton touch approach, you would assign a fixed sequence of processes to every worker based on the number of workers in the system. I recommend using the Toyota Standard Work approach to assign the stations to the different number of workers.
With multiple workers and multiple stations, you also need to keep track of which worker is qualified for which station. This is ideally done with a skill matrix. A skill matrix is a simple table with one row for each worker and one column for each process. It tracks the qualification of each worker for each process. You can even distinguish on multiple qualification levels (e.g., untrained, basic, fully qualified, and trainer). Make sure an operator has at least a basic qualification for all assigned processes.
Summary
Overall, the baton touch is a very common method to organize your workers in a flow line. Alternatives are fully staffed lines where each process has one operator, the rabbit chase, and the bucket brigade. While the latter two may sometimes have a slight advantage in performance, the bucket brigade is much easier to organize and manage. Now, go out, structure the operators assignment in your flow line, and organize your industry!