
 In my last two posts I talked on how to set up a changeover wheel or, more generally, a changeover sequence. Next I will show you how to use a changeover wheel. The idea is simple, but there are some pitfalls as well as some tricks to make it easier. Let’s have a look.
In my last two posts I talked on how to set up a changeover wheel or, more generally, a changeover sequence. Next I will show you how to use a changeover wheel. The idea is simple, but there are some pitfalls as well as some tricks to make it easier. Let’s have a look.
A Brief Recap
We will continue the example from the previous posts of an ice cream maker with three types of waffles, three flavors, and three sizes. This gives us a total of 27 different products. We created a changeover sequence (the changeover wheel) and added production jobs in sequence of priority.

Make-to-Order vs. Make-to-Stock

For many organizational tasks, it does make a difference if a product is produced for inventory (make-to-stock) or for a specific customer order (make-to-order). Does this make a difference for the changeover wheel? Probably not. You have your list of possible jobs ordered by priority. It is possible that a make-to-order job has a higher priority, but other than that it is simply put in the list of open jobs.
When filling the changeover wheel with orders (as discussed in the previous post), you simply put in the job where it fits best when its priority comes up. There may be a minor extra effort if your make-to-order job is so special and rare that this type of product is not yet on the changeover wheel. In this case, you have to see where it fits in best in the current sequence. I have sometimes heard suggestions like making all make-to-order jobs first, and then using the normal changeover sequence for the make-to-stock products. This would accelerate the make-to-order jobs slightly, but would generate a lot of additional changeover effort. Usually, this is not worth it, unless the job is ultra urgent and must be done right away. On a side note, if all (or most) of your jobs are ultra urgent and must be done right away, then don’t bother with the changeover wheel, since the ultra-urgency defeats any other sequencing approach like a changeover optimization. But if this is the case, then your shop floor is messed up anyway and has other fundamental problems.
Freeze Sequence As Needed for Logistics and Preparation
 The first point is obvious. When you plan your production, your logistics and other processes (e.g., preparing tools) need time to get ready. If you decide right now to produce large chocolate ice cream waffles, your production will be unable to do so right away. There will be a lag, where logistics gets the raw materials and your workers get the right tool from the storage. Only after these preparations can they actually do the setup and produce your product. I am sure your shop floor already has something similar. In effect, you should make your plan long enough beforehand to give logistics and other processes time to prepare.
The first point is obvious. When you plan your production, your logistics and other processes (e.g., preparing tools) need time to get ready. If you decide right now to produce large chocolate ice cream waffles, your production will be unable to do so right away. There will be a lag, where logistics gets the raw materials and your workers get the right tool from the storage. Only after these preparations can they actually do the setup and produce your product. I am sure your shop floor already has something similar. In effect, you should make your plan long enough beforehand to give logistics and other processes time to prepare.
Depending on your shop floor, such a freeze of the production plan can take hours, days, or sometimes even weeks. You should not change production during this period, as logistics will not have time to react. The example shown here is for a three-hour production plan freeze so logistics can do their thing.
Also, make sure to freeze enough time for logistics to do their job reliably. If there is an emergency, logistics can hurry up, and in your factory surely they have done so in the past. However, this does not mean that they can always hurry up. If you always cut the logistics time to the bone, then you will get hurt!
Be aware that this period for the production plan freeze is measured in hours. The changeover wheel is merely a sequence, and depending on your demand fluctuations, the same period could cover a smaller or larger segment of the changeover wheel. It is not the number of slots that are relevant, but the time needed to cover the slots for this turn of the wheel. This time can be different both for different parts of the wheel and for different turns of the wheel if the customer demand changes.

Where to Start the Wheel?
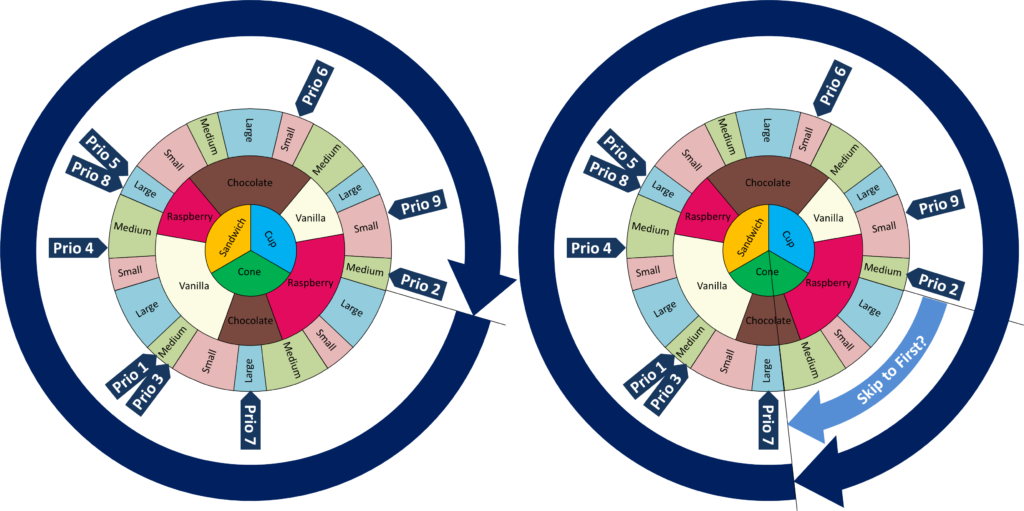
Another common question is where to start the wheel? There are two feasible approaches. First, you can start the changeover sequence where the last sequence ended, as shown below. This is the easiest way. In the example below, the first possible product in the sequence is always a large raspberry cup.

Alternatively, you prioritize your jobs and fill the wheel normally. Then you start the changeover sequence with the highest priority job you have in the wheel. This is shown below with both the original and the adjusted wheel. This way you can accelerate the production of the highest priority job … but at the cost of delaying the other jobs that are at the end of this updated changeover sequence. In the example below, we start the sequence not at the large raspberry cup, but start with the medium vanilla cone, since this is our highest priority job we have available for the next wheel. This would accelerate the production of this medium vanilla cone, since it is now next in line.
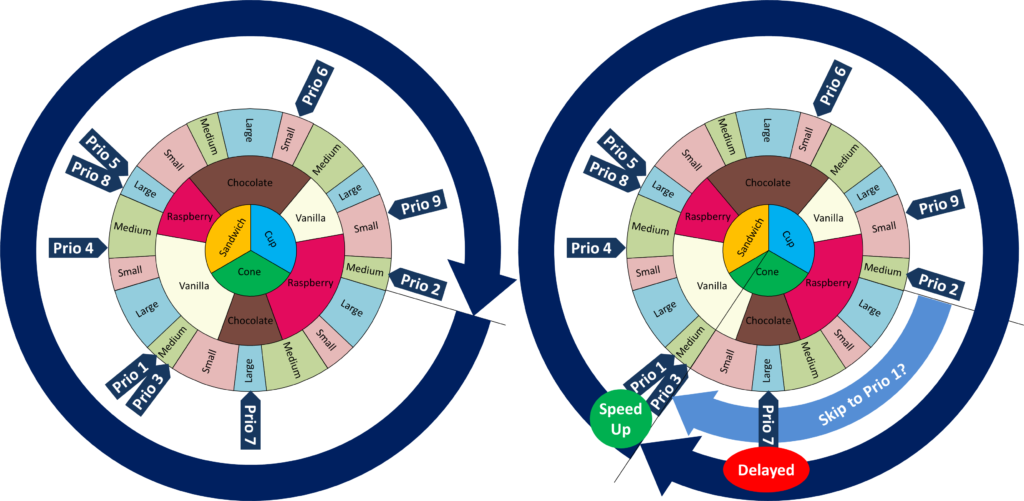
While this is nice for the Prio 1 job, it is not so hot for the job at the end of the revised changeover sequence. The large chocolate cone, which normally would have been first in the sequence, is now the last in the sequence. This product has to wait additionally for almost an entire changeover sequence. If this is okay, then you can do that. If not, then you may have a problem later on with this product. Plus, you have a bit of additional decision making overhead. I personally would prefer to just start the sequence at the same spot every time, as this is the easiest. Adjusting the start should be reserved for emergencies, as it has additional problems like running out of stock that is now at the end of the sequence. If you change the start of the sequence once, you then have to always start the sequence again at the new spot, or also face additional possible problems if you change the start of the sequence back to the original start after the emergency. It is possible but can be messy.
A question that may pop up is if, after filling the sequence with jobs, you can start at the first actual job, and skip all products that have no jobs associated with it for this turn of the wheel. In the example shown below, we would skip the start from the large raspberry cup to the large chocolate cone. However, this makes no difference whatsoever. If you start the sequence as originally planned with the large raspberry cup, it would also just skip the products without jobs, and the first job is the large chocolate cone anyway. This is the same if you change the start of the sequence. Honestly, it makes no difference, and is just wasted management effort.
This post concludes now this five-post series on the intricate details of the changeover wheel or changeover sequence. As with many lean tools, you should do the changeover sequence only if it brings you a benefit that is worth the effort, not merely because you can. Now, go out, sequence your changeovers, and optimize your industry!
P.S.: This blog post was inspired by a master thesis by my student Milena Oberle: “Entwicklung eines Steuerungskonzepts zur Stabilisierung volatiler Auftragsfolgen einer variantenreichen Mischfertigung unter Berücksichtigung der zukunftsweisenden Erfolgsfaktoren einer Smart Factory,” Hochschule Karlsruhe, 2022.
Overview of Blog Post Series
- A Few More Turns on the Changeover Wheel – Part 1: Creating a Sequence
- A Few More Turns on the Changeover Wheel – Part 2: Improving the Sequence
- A Few More Turns on the Changeover Wheel – Part 3: Prioritizing Jobs
- A Few More Turns on the Changeover Wheel – Part 4: Options for Prioritizing
- A Few More Turns on the Changeover Wheel – Part 5: Frequently Asked Questions