
 Lean is a lot of problem solving. Toyota excels at such problem solving, and they have developed their practical problem solving (PPS) approach. For many it is surprising how much time Toyota spends on defining and understanding the problem, whereas (many in) the rest of the world immediately jump to a (possibly inferior) solution. Let me go through the process step by step.
Lean is a lot of problem solving. Toyota excels at such problem solving, and they have developed their practical problem solving (PPS) approach. For many it is surprising how much time Toyota spends on defining and understanding the problem, whereas (many in) the rest of the world immediately jump to a (possibly inferior) solution. Let me go through the process step by step.
The Framework: PDCA
 The overarching framework for the Toyota problem-solving process is, of course, PDCA (Plan, Do, Check, Act). This is, in my view, one of the cornerstones of lean manufacturing and is essential for any kind of improvement activities. Just as a reminder, here are the four steps of the PDCA:
The overarching framework for the Toyota problem-solving process is, of course, PDCA (Plan, Do, Check, Act). This is, in my view, one of the cornerstones of lean manufacturing and is essential for any kind of improvement activities. Just as a reminder, here are the four steps of the PDCA:
- Plan is to identify and clarify the problem, including collecting data to understand the problem, setting a target, and doing a root-cause analysis.
- Do is the development and implementation of countermeasures.
- Check verifies whether these countermeasures were effective and the target has been reached.
- Act is to re-do and further improve if the targets have not been met (yet). If it was successful, the Act part looks for other locations and applications where this solution could be used (e.g., if it was a smaller trial to be rolled out on a larger scale). Toyota also shares these yokoten on an internal website with other plants.
Overview

Toyota practical problem solving consists of the steps as listed below. Note that sometimes you have a step more if you decide to split a step into two.
- Clarify the Problem
- Break Down the Problem
- Set a Target
- Root-Cause Analysis
- Develop Countermeasures and Implement
- Monitor Process and Results
- Standardize and Share
I will explain all these steps in much more detail, including the risks and difficulties, throughout this small series of posts. But before explaining these steps in detail, let me also show you the structure.
The Structure: A3
You probably know the structure already, or at least have heard of it: it is the famous A3. This report, named after the standard A3 paper size, is commonly used at Toyota to tackle medium-sized problems. The A3 format was chosen because it was a good compromise between getting lots of data on a single page and also having a page small enough to be carried around on the shop floor. (And, as legend has it, A3 was supposedly the largest format to fit though a fax machine back in the day).
You will find all the steps from above again in this A3 format, an example of which is shown below, plus the obligatory header row with organizational data like title, date, and so on.
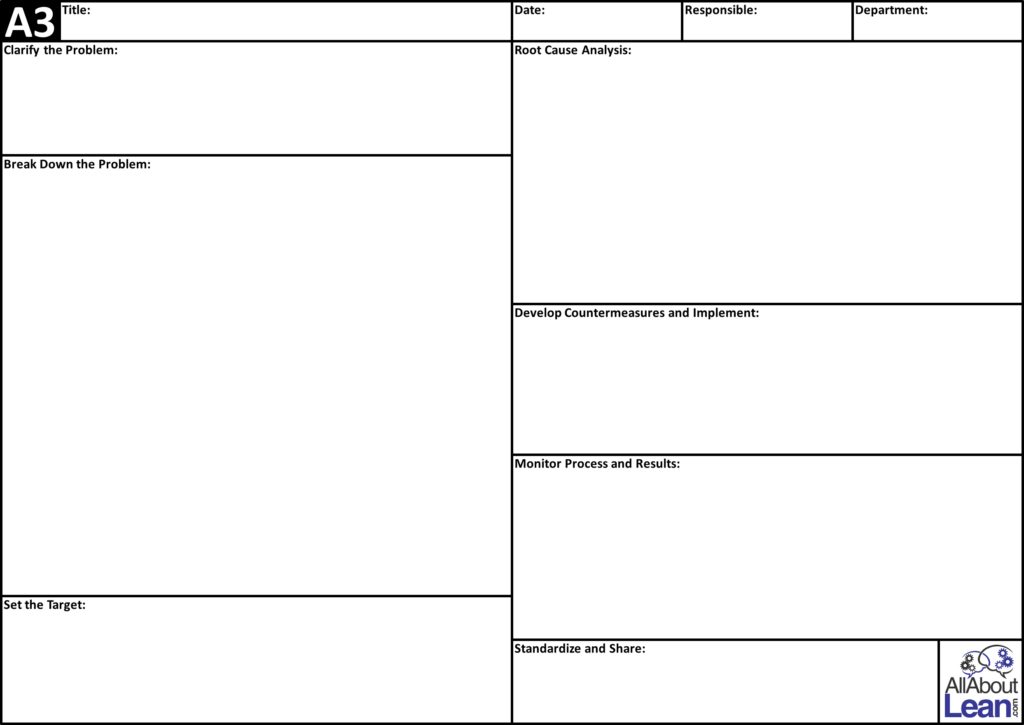
As the steps of the practical problem solving may be grouped differently by different people, so do different A3s have slightly different layouts and contents. Don’t worry too much about it. Actually, you don’t even have to use an A3; you could also use different formats or structures, as the modern digital world gives us many more opportunities here.
The A3 is intended to be filled out in pencil (not pen), which makes changing content easy by using an eraser. Nowadays digital tools are also often used, although Toyota still does this mostly by hand using pencil on paper. Digital A3s are easier to share and look prettier, but they are harder to make and much more effort is needed in creating the A3. If you have ever created an A3 in Microsoft Excel, you know what I am talking about (as Excel is wholly unsuited for such graphical work…Ugh!)
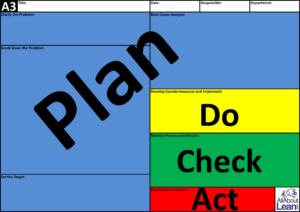 As the framework for the practical problem solving is PDCA, you will also find PDCA in the A3 again. But what surprises many people is the weight given to the “Plan” part. Way more than half of the A3 is taken up with understanding the problem, analyzing the problem, setting targets, and understanding the root cause. In the image here I colored these areas in blue.
As the framework for the practical problem solving is PDCA, you will also find PDCA in the A3 again. But what surprises many people is the weight given to the “Plan” part. Way more than half of the A3 is taken up with understanding the problem, analyzing the problem, setting targets, and understanding the root cause. In the image here I colored these areas in blue.
The “Do” part is actually quite small. If you understand the problem well, the solutions are rather easy. If you don’t understand the problem, you still may have a solution, but it will probably be an inferior one, if it works at all. Similarly, the Check and Act are also rather small.
In my experience, this is often done differently (and in my opinion worse) in many other Western companies. The focus is all on doing something, implementing some sort of solution. There is a bit of planning, but the vast majority of the effort goes into the “Do” part. The “Check” and “Act” parts are quite underdeveloped, if they exist at all.
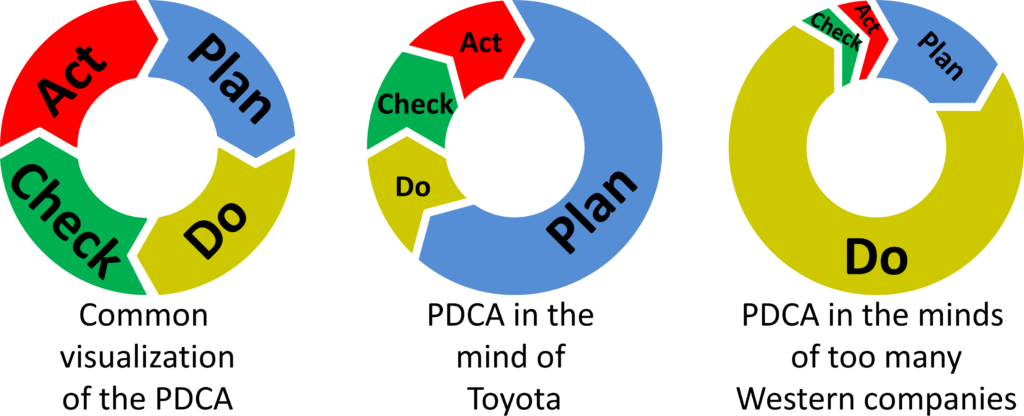
A fancy presentation often substitutes for “Check,” resulting in many supposedly successful projects that did not improve much or even made it worse. Below I compared the normal representation of the PDCA circle having four equal quadrants with a PDCA circle based on the effort by Japanese or Toyota standards, and another PDCA circle based on the effort of (way too many) Western companies. I’ll let you be the judge on how this is in your company.
Over and over again I guide people through the practical problem-solving process, and at every single step they jump to a solution. Let’s take a (fictitious) example for the steps of the problem solving, where every step is going right for the solution, ignoring the initial purpose of the step:
- Clarify the Problem: Well, we need kanban!
- Break Down the Problem: Okay, how many kanban do we need?
- Set a Target: That’s how many kanban we need!
- Root-Cause Analysis: Um… we did this already. It’s the lack of kanban…
- Develop Countermeasures and Implement: Add kanban!
- Monitor Process and Results: Do we have kanban now? Yes, we do. Case closed.
- Standardize and Share: Hey, guys, use kanban!
 Just to be clear, the above is sarcasm, but unfortunately not too far from reality. If everything you have is a hammer, everything looks like a nail. Don’t make the problem fit the solution, but make the solution fit the problem! Anyway, in my next few posts I will go through the practical problem solving step by step, also showing you why the preparation (i.e., the plan) matters so much. My goals are to turn you away from solving problems before you actually understand them, and then have you verify whether the solution actually worked. Now, go out, see where you have problems, and organize your industry!
Just to be clear, the above is sarcasm, but unfortunately not too far from reality. If everything you have is a hammer, everything looks like a nail. Don’t make the problem fit the solution, but make the solution fit the problem! Anyway, in my next few posts I will go through the practical problem solving step by step, also showing you why the preparation (i.e., the plan) matters so much. My goals are to turn you away from solving problems before you actually understand them, and then have you verify whether the solution actually worked. Now, go out, see where you have problems, and organize your industry!
PS: Many thanks to the team from the Toyota Lean Management Centre at the Toyota UK Deeside engine plant in Wales, where I participated in their 5-day course. This course gave us a lot of access to the Toyota shop floor, and we spent hours on the shop floor looking at processes. In my view, this the only generally accessible course by Toyota that gives such a level of shop floor involvement.
Great ‘ Flow ‘ and easy to understand , specially for many who have limited exposure.
Thanks
Thank you for sharing. PDCA is applicable on the shop floor, logistics, service industry – wherever Problems are accurately defined
Nice blog. I’m working in an NHS Production System (NHSps) design based on the Toyota and VMI Production Systems. Do you have any experience in this area?
Hi Tom, sorry, I am completely unfamiliar with the NHS production system. if you mean the National Health Service in the UK, I do have a bit of experience with lean Hospital.
Might I suggest a dry erase marker and a whiteboard? After a few times when the document structure is mostly stable, you can add lines with a permanent marker to fix the format in place. That way you’re not creating extra friction for the process.
As for actual A3, that works best when the A3 paper and printers that can print it are already readily available. I’m sure you ran across more than one business where just about every single printer on site can’t print anything larger than A4 or A3 paper simply isn’t available due to A4 used for everything.
Hi Andrey, I am a great fan of erasable notes, and use dry erase whiteboard markers a lot myself. An A3 printer is also really helpful, but just as you said, not every (small) business has one. For example, I only have an A4 printer in my office…