
 The bottleneck walk is far and wide my most favorite method to detect bottlenecks on the shop floor (not only because it was developed by me, but also because it is really good!). You can detect shifting bottlenecks, using no math whatsoever and no time measurements, simply by walking along the production line and observing the line. It’s almost too easy to believe, but it works like a charm! Due to the length of this topic, I have broken the article into two posts. This first post details how to find the current temporary bottleneck. The second post details how to determine the big picture regarding the bottlenecks. See below for a complete list of posts on this series on bottlenecks.
The bottleneck walk is far and wide my most favorite method to detect bottlenecks on the shop floor (not only because it was developed by me, but also because it is really good!). You can detect shifting bottlenecks, using no math whatsoever and no time measurements, simply by walking along the production line and observing the line. It’s almost too easy to believe, but it works like a charm! Due to the length of this topic, I have broken the article into two posts. This first post details how to find the current temporary bottleneck. The second post details how to determine the big picture regarding the bottlenecks. See below for a complete list of posts on this series on bottlenecks.
The Observations
The bottleneck walk is based on a few simple observations in a flow production system. You observe selected inventories and processes to determine the bottleneck. You don’t need any measurements that can’t be observed by merely looking at the production system. Neither do you need any calculations.
Observing Processes
One part of the bottleneck walk is observing processes. If you look at a process or a machine, you can see the process in different states. It could, for example:
- be working on a part;
- be set up for the next product (see for example SMED);
- be having a breakdown;
- be waiting for material (starved);
- be waiting for transport of a completed part (blocked); or
- be under maintenance.
The above examples are probably the most common ones, although there are more for specific cases. Merely by looking at these process states, we cannot say if a process is the temporary bottleneck at that time.
However, we can say for sure when it is not the bottleneck! Whenever the process is waiting for something else, it cannot be the bottleneck. Even more, if we know the process is not the bottleneck, we can say in which direction the bottleneck is.
- If the process is waiting for parts, the bottleneck is somewhere where these parts come from.
- If the process is waiting for transport or is blocked, the bottleneck is somewhere where the parts go to.
Of course, this also holds true for branches. For example, if there are two parts needed for the process and one of them is missing, then the bottleneck is in the direction of this missing part.

When observing processes, there is one thing that you can keep in mind to make your observations easier. Since most systems usually have similar cycle times, there is usually not much waiting going on. Hence with many observations you would see only a few waiting times.
However, there is one trick: When you observe a process and find the process working on a part, then you should wait for the process to complete its work. After the part is done, can the process start the next part right away, or does the process has to wait? If the process has to wait, what does the process have to wait for? Even a tiny delay waiting for parts or transport can make a difference here. In my experience, it is possible to observe waiting times down to a quarter of a second or less. These tiny waiting times determine the bottleneck direction.
Of course, if the next part is processed without delay, we cannot observe the bottleneck direction. This, however, is usually not a problem, as we will see later.
Observing Inventories
A similar approach is done for inventories. First of all, an inventory cannot be the bottleneck. If anything, a process transporting the inventory may be the bottleneck, but the inventory itself will not be the bottleneck. Depending on the state of the inventory, we can also tell the direction of the bottleneck.
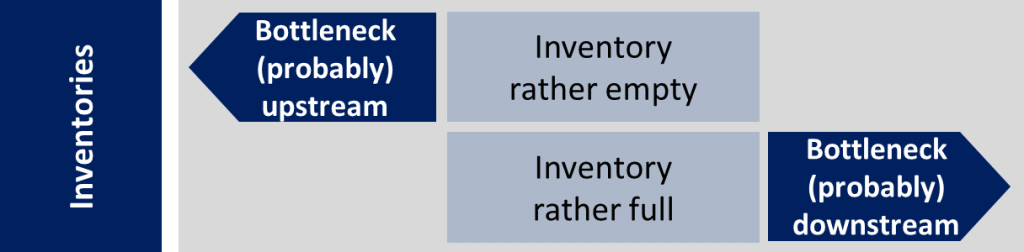
- If the inventory is empty or rather empty , the bottleneck is probably upstream.
- If the inventory is full or rather full, the bottleneck is probably downstream.
- For an approximately half full inventory, we cannot tell the direction of the bottleneck.
Again, a simple observation of an inventory tells us the direction of the bottleneck—or, to be more precise, the likely direction of the bottleneck. Observing a process usually gives a clear answer regarding the bottleneck direction. Inventories, on the other hand, just give a likely direction of the bottleneck. The more the inventory is empty, the more likely the bottleneck is upstream. The more the inventory is full, the more likely the bottleneck is downstream.
We know when an inventory is empty. If the inventory has a defined upper limit, as for example in a FIFO lane, we also know when the inventory is full. However, not all inventories have a clearly defined upper limit. In some cases the limit depends on where else the worker finds more room to put the finished goods. In this case, the definition of “full” depends on the gut feeling of the workers regarding the inventory being rather full. Not perfect, but for our purposes good enough.
Based on my practical experience, I usually divide the inventory capacity by three.
- If the inventory is 1/3rd full or less, the bottleneck is upstream.
- If the inventory is between 1/3rd and 2/3rd full, we do not know the direction of the bottleneck.
- If the inventory is more than 2/3rd full, the bottleneck is downstream.
Where is the Bottleneck?
Walking along the production line and observing the bottleneck direction in multiple locations now tells us the location of the current bottleneck. I usually draw arrows in the direction of the bottleneck. Whenever two arrows point at each other, there has to be a bottleneck in between.
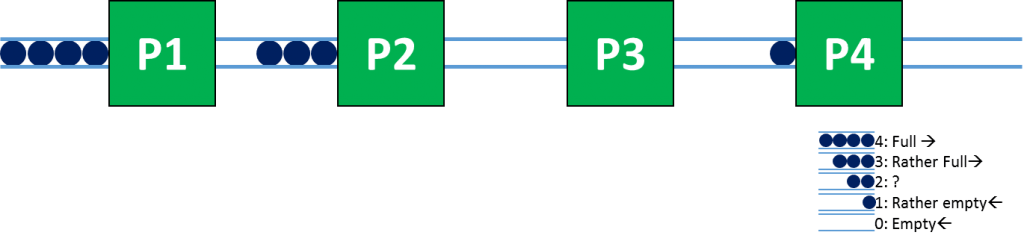
For the following examples I use a simple system consisting of four processes and five FIFO inventories with a maximum capacity of four parts each as shown below. For the inventories, I consider zero or one part in the inventory as a sign of an upstream bottleneck. Three or four parts are a sign of a downstream bottleneck. If there are exactly two parts in the inventory, we cannot tell the bottleneck direction.
Ideal Case: One Bottleneck, All Data Conclusive
In the ideal case, we can get the bottleneck direction at all observed processes and inventories except for one process. All directions point to this one process. The example is shown below. The direction of the bottleneck based on the inventories can be seen clearly.

The bottleneck direction for processes is based on observations. In other words, process P1 had a small time waiting for transport after each part (blocked), and processes P3 and P4 were waiting for material after each part.
Since all the arrows point at P2, this process must be the bottleneck at this moment.
Real Case: Not All Data Conclusive
In reality, of course, you may not always get good data for every observation. In my experience, however, this is usually not a problem. Even if some directions are missing, you can still get good observations about the bottleneck.
The example below does not have a complete set of directional arrows. Nevertheless, all arrows point at process P2, which must be the bottleneck.

Possibility: More than One Bottleneck
Of course, there is also the possibility of two bottlenecks at the same time as shown below. This is the case if the bottleneck is about to shift. At this time we do not yet know if the bottleneck shifts from process P2 to P4, or from P4 to P2, or if there will be a shift at all.
For example, it may be that there is a temporary disturbance at process P4, which starts to influence its surroundings. However, the problem may be resolved before it also affects P2. In any case, we know that the bottleneck is neither P1 nor P3. In any case we will still use such data below.

Very similar is the situation below, except now the two potential bottlenecks are adjacent to each other. Again, the observation is valid even though we do not know the direction of the shift or if the shift of the bottleneck will be completed at all.

Possibility: Bottleneck Outside the System
Another possibility is that the bottleneck is outside the observed system. In the example below, the material supply is lacking. The system itself could do more, but the supplier is the bottleneck.

You can envision a similar case where the demand is constraining the system. Theoretically you could call it a customer bottleneck, but I usually avoid this term because it may offend the customer. Besides, since any system must have a bottleneck, I prefer to have a (small) bottleneck at the customer rather than facing frequent stock outs (but admittedly there are also industries that have the luxury that they can let their customers wait).
Possibility: Bottleneck in an Unobserved Secondary Process
The next and last possibility is, in my view, the most interesting one. The arrows point at a spot where there is no process. What has happened?

There are three possibilities:
- The bottlenecks shifted while you walked along the line. In other words, you walked from P2 to P3 while the bottleneck shifted from P3 to P2.
- Measurement Error. Yes, that can happen.
- We missed a process between P2 and P3.
In my experience, the most likely case is situation 3: We missed a process. Somewhere between P2 and P3 is another process, however small, that constrains our system. This may be a small logistic process, the speed of the conveyor belt, or any other secondary process necessary for transport or other things.
In fact, I find about 30% of bottlenecks in such secondary processes. Because nobody is paying attention to these “minor” processes, they become the bottleneck very frequently. This is also one of the strengths of the bottleneck walk: You find the bottlenecks even in locations where you weren’t even looking!
The bottleneck walk above describes how to find the momentary shifting bottleneck in your system. The next post “The Bottleneck Walk – Practical Bottleneck Detection Part 2” will go into more detail on how to establish the big picture, and will give you additional tips and tricks on bottleneck detection and a list of advantages and disadvantages.
Other Posts in this Series on Bottlenecks
- Shifting Bottlenecks
- Common Bottleneck Detection Methods that do NOT work!
- Mathematically Accurate Bottleneck Detection 1 – The Average Active Period Method
- Mathematically Accurate Bottleneck Detection 2 – The Active Period Method – My preferred method if you have lots of data (e.g. from a simulation)
- The Bottleneck Walk – Practical Bottleneck Detection Part 1 – My preferred method on the shop floor
- The Bottleneck Walk – Practical Bottleneck Detection Part 2
PS: This post has also been translated into Italian by LeanLab. The post can be found at Bottleneck Walk – Parte 1 (Translation with permission by me).
Sources:
Roser, Christoph, Kai Lorentzen, and Jochen Deuse. “Reliable Shop Floor Bottleneck Detection for Flow Lines through Process and Inventory Observations.” In Proceedings of the Robust Manufacturing Conference. Bremen, Germany, 2014.
Roser, C., Lorentzen, K., Deuse, J., 2015. Reliable shop floor bottleneck detection for flow lines through process and inventory observations: the bottleneck walk. Logistics Research 8.
Hi Chris, I found your articles and your bottleneck walk method very helpful.
Here I have one question:
In the last scenario, you mentioned about the possibility of bottleneck occurs at unobserved secondary process, but the flow chart you show is the same as the ideal case. Based on the analysis of ideal case, you’ve already determined that P2 is the bottleneck.
So I am little bit confused here. Why there is a “unobserved secondary process” pop up?
Thank you so much! Ruhan
Hi Ruhan, the last chart shows the BN not as process 2, but something between Process 2 and the next inventory. If you get a result like this where tow arrows point directly at each other without a process in between, then most likely you DO have a process in between that you did not observe or put on the value stream. This is most likely a process less important for the actual part, e.g. a logistics transport or similar.