
 Any manufacturing system has production orders, some of which are urgent, others of which are less so. Hence, you may need to prioritize some orders over others. There are different ways to prioritize your orders – and merely telling your people to rush a job creates more chaos than it helps. Luckily, in a kanban loop, there is one spot to prioritize your production orders: before the first process. Done correctly, this allows you to create a smoother and more efficient production system. Let’s go into more detail. In this first post of a longer series, I go through the basics: why, where, and how not to prioritize.
Any manufacturing system has production orders, some of which are urgent, others of which are less so. Hence, you may need to prioritize some orders over others. There are different ways to prioritize your orders – and merely telling your people to rush a job creates more chaos than it helps. Luckily, in a kanban loop, there is one spot to prioritize your production orders: before the first process. Done correctly, this allows you to create a smoother and more efficient production system. Let’s go into more detail. In this first post of a longer series, I go through the basics: why, where, and how not to prioritize.
Why Do We Need Priorities?

In a perfect world, there would be no fluctuation. The customer would order like a Swiss clock, the manufacturing would produce like another Swiss clock, and there would always be products to sell to the customer.
In reality, however, there are fluctuations. Sometimes the customer orders more … or less … or earlier … or later. Same with your production system. Sometimes products are produced on time, sometimes not. Most of these fluctuations can be taken care of by having buffers (see Why Do We Have Inventory?). Yet, we cannot buffer made-to-order parts. In this case the customer has to wait for the products. In other cases we can increase or reduce the capacity (see The Three Fundamental Ways to Decouple Fluctuations).
However, there may be times when these measures are not enough. Even with buffer stock, there may be fluctuations that are larger than your buffer. Hence, you may sometimes be in danger of running out of stock. For made-to-order parts, the customer may complain about the delay and take his business elsewhere. And, ramping capacity up and down may also be too slow.

In these cases you may opt to prioritize some orders over others to ease the pain. You may prioritize work orders for parts that are running out of stock, or you may generally prioritize made-to-order products. By prioritizing certain products or orders, you reduce their lead time, and they will be completed faster. This can help ease your pain and make it easier to produce the goods you need most urgently. Just be aware that whenever you prioritize one product, you automatically de-prioritize the other products! If your priority products have a reduced lead time, some other parts must have a longer lead time.
How NOT to Prioritize
Before we look at different ways to prioritize products, let’s first look at how NOT to do it, and its subsequent consequences.

A prioritization approach popular with upper management is to merely call the shop floor and tell them in no unclear terms that product 08/15 is urgent and must be produced NOW. Upper management even feels good about it, since they’ve now “fixed” the problem. Unfortunately, they rarely know the consequences of their “fix.” First of all, changing production while producing is a mess. The new material has to be brought to the line, the old material has to be removed, the production plan has to be changed, and so on. It is a mess, believe me.
A second effect is that other products are de-prioritized. Yet, upper management rarely has a good overview of all the products and their priority, hence other products with equal or even bigger needs may fall behind simply because management does not know about them.
In sum, upper management simply telling manufacturing to produce 08/15 ignores so many other factors that this leads to chaos. It would be much better to tell manufacturing about the priority, and to let manufacturing decide how to prioritize the product among all the other (also important) products.
Where to Prioritize – Basics
In a pull production using kanban or CONWIP cards, there is really only one place where you can prioritize your production sequence: right before the first process. This is illustrated in the diagram below using VSM notation. This is the only point where the sequence of the kanban or CONWIP cards should be changed. A change anywhere else in the process will create more trouble than it is worth. Hence, changes elsewhere (e.g., in the FiFo lanes) should be reserved for dire emergencies. If you have such dire emergencies on a daily basis, then your system is not set up correctly.
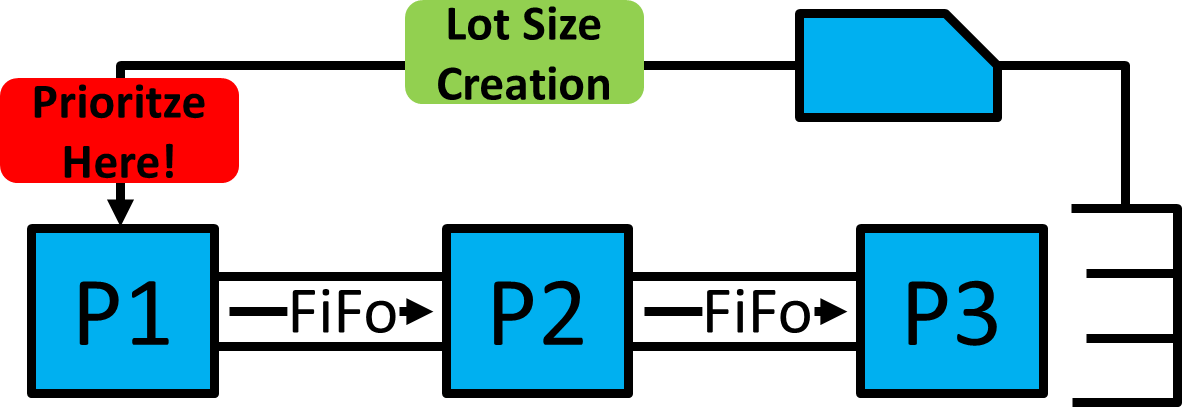
When the kanban card comes out of the supermarket, there is an optional place where lot sizes are generated (i.e., if you produce a minimum lot size of five identical kanban, then at one place the first kanban of a type has to wait for four more before proceeding). This has nothing to do with prioritization; it is merely a grouping of kanban.
The actual prioritization of the kanban card needs to happen right before the first process (P1 above). Ideally, this happens right before P1 becomes available and needs a new card, but for practical reasons this may happen whenever a kanban arrives, or anytime in between arrival and processing. All the discussions below focus on this spot.
For simplicity’s sake, I will in my subsequent posts on this series use a lot size of one kanban, although this is similar for larger lot sizes.
 In subsequent posts I will also describe how to prioritize your work orders, and the simplest approach is through a VIP lane. In this lane you add the kanban cards that are prioritized. I will also go into greater detail on different prioritization strategies (i.e., which tasks to prioritize and which ones not). In the meantime, go out, start with the important jobs, and organize your industry!
In subsequent posts I will also describe how to prioritize your work orders, and the simplest approach is through a VIP lane. In this lane you add the kanban cards that are prioritized. I will also go into greater detail on different prioritization strategies (i.e., which tasks to prioritize and which ones not). In the meantime, go out, start with the important jobs, and organize your industry!
P.S.: This series of posts is based on a question by Agus Santoso.
Series Overview
- How to Prioritize Your Work Orders – Basics
- How to Prioritize Your Work Orders – The VIP Lane
- How to Prioritize Your Work Orders – Prioritization of Made to Stock
- How to Prioritize Your Work Orders – Prioritization of Made to Order
Enjoyed reading this. A crucial topic. look forward to the next installment 🙂
Great to see you clearly articulating the negative impact of rushed orders Christoph.
The Demand Driven SCM process advocates prioritisation, if required, using %age penetration of planned buffer v actual which I think aligns with what you’re suggesting.
DDSCM also recommends the use of multiple deliberately positioned, planned and independent inventory locations through the BOD/BOM at which such prioritisation can occur.
Hi simoneagle2013, thanks for the comment. The prioritization should be done at the beginning of every Kanban/CONWIP loop. Within the loop I would advise against changes in the sequence except for dire emergencies. For longer systems, I would prefer to have multiple loops. Hence, I agree with you 🙂
Christoph, don’t forget “Murphy” can come along during the downstream processes in your loop (P2 and/or P3). It might be necessary to re-sequence as a result, the moment the problems related to certain orders that “got stuck” in the loop have been eliminated.
Also, think about prioritizing rules in case of a mix of MTS and MTO items crossing the same loop and the same FIFO-lane (a case which I am confronted with daily). This requires you to think about the relative priority of the shop-stock at the end of the loop being at a certain (low) level and MTO-items with a customer deadline. I’d be interested to hear your thoughts so I can challenge the stuff I’ve put in place recently.
Hi Rob, my next posts go into much more detail about MTO and MTS and mixed system prioritization. I hope you will like them 🙂
I really like how easily you describe Lean Management topics. This is for use one of the best Lean Management blogs for me 🙂
Many thanks, Bartosz. If there is a particular topic you are interested in, let me know, and I may write a post about it 🙂
Is there some software that deals with this kind of prioritization?
Hi Anthony, I am sure there is, but I don’t use one. I usually make an excel list or do it directly on paper if it is a workshop. In my experience software products often fall quite short of what they promise.
Many thanks for your reply, Christoph. We tend to digitize all the proccesses and avoid excel so went with custom development software solution (and production is way too complex for paper). I think the most important thing with software is that you get a good functional specification and a good team behind development. We also had a lot of problems finding quality products… none to be honest!