
 Lean Six Sigma (also abbreviated as 6σ) seems to be everywhere in industry nowadays. There are tons of consultants, job offers, projects, and articles about Lean Six Sigma. In this post, I would like to talk about where Six Sigma comes from, its difference from lean manufacturing, the reason for its popularity, and its shortcomings.
Lean Six Sigma (also abbreviated as 6σ) seems to be everywhere in industry nowadays. There are tons of consultants, job offers, projects, and articles about Lean Six Sigma. In this post, I would like to talk about where Six Sigma comes from, its difference from lean manufacturing, the reason for its popularity, and its shortcomings.
The Origins of Six Sigma
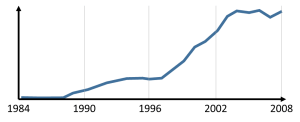
Six Sigma was originally a method for quality control, developed around 1986 at Motorola by Bill Smith. As such, it was a latecomer to the wave of quality control methods and tools that originated during World War II, like statistical process control, Total Quality Management, Zero Defects, and others. Six Sigma gained much popularity when General Electrics CEO Jack Welch introduced Six Sigma at GE in 1996, and it has been a consistent buzzword in manufacturing ever since. The graph below shows the likelihood of Six Sigma being mentioned in books. It started around 1985 with Motorola and really took off in 1996 with GE. (Source: Google Ngram Viewer)
The Fundamentals of Six Sigma
Six Sigma started as quality control. I have the feeling the underlying idea was a “more is better” approach, where they simply increased the demands on quality and increased the requirements on tolerance levels. Many quality measurements do have a normal distribution. The distance from the center of the distribution is measured in standard deviations, or Sigma. Six Sigma simply requires the tolerance limits to be at least six standard deviations away from the center.
The graph below shows a blue standard normal distribution, with one standard deviation and six standard deviations shown. This is an ideal six sigma distribution, where the tolerance limits are six sigmas away from the center.
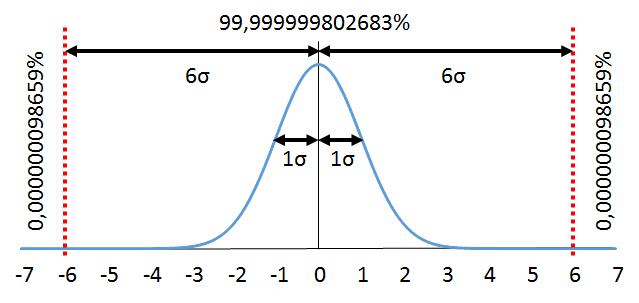
In this case, 99.999999802683% of all parts produced would fall within the allowed tolerance limit, and only 0.000000098659% on either side. This gives a total of only 0.000000197318% defects, or 0.001973175 parts per million (PPM). Pretty good, isn’t it? (Hint: No, it’s not!)
However, Six Sigma realized that the mean is not always necessarily in the middle of the tolerance limits to begin with. Even if they are in the middle when measured, they may shift over time. Hence they allowed an additional shift of the distribution by 1.5 standard deviations to either side. Therefore, the distance to the closest tolerance limit may be only 4.5 standard deviations.
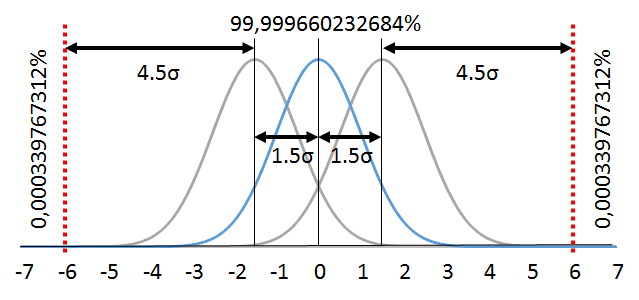
In this case, there are only 0.000339767312% of all parts outside the closer side (with a negligible 0.000000000003% on the other tail, so the true number of parts outside of the limit is 0.000339767316%). Hence, 99.999660232684% of all parts fall within the specification limit.
Six Sigma Does Not Work
You may have noticed above that I am skeptical of Six Sigma. There are a number of reasons why I believe it does not work.
Why Six?
First of all, why Six Sigma? Why not five or seven? Same goes for the 1.5 sigma shift. Why 1.5 sigma, and not one or two? There isn’t really any basis behind it. I think the main reason is that the phrase Six Sigma is catchy. Six Sigma simply sounds better than Five Sigma. Additionally, this also sets a very high demand on quality. Often, in management and consulting, it’s popular to set extremely high demands, hoping that at least some of them will materialize, or to have a readily available reason for blame if the project fails. But overall, the demands are very unrealistic, which brings me to my next point.
Unrealistic Demands

The demands of Six Sigma are simply unrealistic. With the original Six Sigma requirements, 99.999999802683% of all parts would have to be good. If you apply this requirement to the population of the United States of 313.9 million people, there would be less than one defect. This means, for example, less than one person in the US would be hospitalized. Or, less than one person in the US would be incarcerated. It is easy to see that this is a very unrealistic demand, no matter whether we talk about people or products.
However, nowadays Six Sigma demands are truly only 4.5 sigma due to the shift of 1.5 sigma as explained above. Now only 99.999660232684% of the parts have to be good. This means almost two thousand times more defects than before. Yet, taking the US population as an example again, only about 1,000 people would be hospitalized or incarcerated in the US. Still highly unrealistic in my opinion.
For reference, there are almost one million hospital beds in the US, of which around 0.5 million are occupied at any given time. This is the equivalent of 3.2 Sigma. If you prefer the incarceration rates example, there were 7.0 million adults in the correctional system in 2011 (2.2 million were in prison, with another 4.8 million on probation or parole). This is the equivalent of 2.3 Sigma.
No Consideration of Cost-Benefit

Six Sigma also completely ignores the relation of costs vs. benefits. To achieve even a relaxed 4.5 Sigma quality rate is expensive. Is it worth it? This depends heavily on the product, the market expectations, and the competition. Let’s take two illustrative examples, a pacemaker and a plastic fork.
A pacemaker should work reliably for a long time. Failure of the pacemaker can mean death, or at least a major operation to exchange the product. Hence the cost of a defect is rather high, and it may be sensible to set high quality requirements.
On the other hand, a plastic fork is a cheap and disposable utensil. If it breaks, it usually does not harm anybody and is easily replaced. Hence the cost of a defect is rather low. It is possible to make stronger forks, but this comes at a price. Yet plastic forks are purchased exactly for their cheap price and disposable nature. Therefore it makes no sense at all to have high quality requirements on plastic forks.
Six Sigma, however, makes no differentiation regarding the cost of defect or the trade-off between the price for quality and the cost of defects. There is also no mentioning of the time to market, which is also influenced by quality improvements. If there is no cost-benefit trade-off, everything including the plastic fork should have Six Sigma (i.e., 4.5. sigma).
Stupid Reliance on Numbers
Six Sigma is based merely on tolerance limits and standard deviations. However, merely complying with the tolerance limit does not necessarily mean that the product is good. The tolerance limits may be wrong. Combinations of limits within tolerance may in sum be outside a tolerance – or a critical aspect may not be measured or even be measurable, and has no tolerance limit. Six Sigma has the highly dangerous belief that if the numbers match, then everything is fine. This goes contrary to my lean experience that only the real product counts, and relying on numbers will go haywire.
Metadata on Six Sigma Failures
Six Sigma was created by Motorola and GE. Motorola was going downhill, falling behind Nokia in 1998 and being split in two in 2011. Another company, 3M, significantly reduced Six Sigma because it was stifling creativity.
CNN did some analysis of Fortune 500 companies. Of the companies that started large Six Sigma programs, 91% have supposedly performed below the average of the S&P 500 since. Overall, many companies are reducing or have stopped their Six Sigma efforts. Please note that by this I mean the original Six Sigma standard deviation approach above, not the Lean Six Sigma described below.
Six Sigma Now Includes Lean
Even Six Sigma proponents are aware that the mindless application of the Six Sigma quality requirements are not beneficial. However, since then Six Sigma has expanded its scope. Nowadays, Six Sigma usually means Lean Six Sigma. The Six Sigma community incorporated the approach of lean manufacturing and its toolbox, rebranding it as Lean Six Sigma. This lean approach comes originally from Toyota, and lean manufacturing is nothing else than an (often flawed and misunderstood) implementation of the Toyota production system. In my opinion, the Lean Six Sigma approach focuses too much on the methods and too little on the outcomes, hence I believe it is less useful than normal Lean.
In any case, Six Sigma is not the only one trying to get in the steering seat of the lean manufacturing bandwagon. Total Quality Management (TQM) also offers lean trainings, as does the German work optimization organization REFA, Total Productive Maintenance (TPM), Methods-Time-Measurement (MTM), and others. However, Six Sigma is by far the most successful organization doing so, since they had a stroke of genius . . .
A Stroke of Genius – Black Belt Certifications

In 1987, Six Sigma trainer Dr. Mikel Harry came up with a new, catchy name for his trainings: Six Sigma Black Belts. Now you don’t just get a certificate, you get a black belt. You are now almost a Bruce Lee of lean manufacturing. Or maybe not. In any case, its allegory to martial arts made Six Sigma trainings quickly become popular. Courses for black belts sold like hotcakes. Nowadays, there are a number of different belts you can earn, from beginner to champion level:
- Yellow Belt
- Green Belt
- Black Belt
- Master Black Belt
- Champion and Project Sponsor.
Try as you may, there is no official Toyota certification for being a lean expert (which would also go against Toyota’s philosophy on its production system). Yet our industry craves certifications. The next best thing is to be a current or former Toyota employee. However, there is a limited supply on Toyota employees, and to become one requires more than a one-week training course (I worked for Toyota for five years, for example).
Industry believes the second next best thing is a Six Sigma certificate. Subsequently, there is a significant demand in industry for Six Sigma black belts and so there are also numerous training courses offered by various institutions. However, I am convinced these are all nothing but a beginner’s training. You cannot learn lean manufacturing in a classroom with the exception of a few basics.

Do you remember when you learned to drive a car? With a few days’ worth of training, you were able to move around, hopefully not hitting anything else. But back then you were anything but a good driver. It takes years of driving to become truly proficient (and some people seem to never make it at all 😐 ). This is the same with lean manufacturing. Even with a good instructor, a Six Sigma black belt training is nothing more than your learner’s permit. This doesn’t even consider the many instructors in Six Sigma who frankly have no idea what they are doing, or the many online Six Sigma courses of dubious quality.
I consider myself to have lots of experience in lean manufacturing, with many years at Toyota, McKinsey, and Bosch. This usually duly impresses others in industry. Nevertheless, I still occasionally get the question, ” . . . but do you have a Six Sigma black belt?” One day I swear I will take a $199 online six sigma black belt course just to shut those people up 🙁 .
Wrap Up
To summarize, I need to distinguish between the original Six Sigma tolerance requirements and Lean Six Sigma. The original Six Sigma tolerance requirements do not work! Period! Don’t even try!
Lean Six Sigma, on the other hand, is as successful or flawed as any other lean approach. In my view, they are all just (usually flawed) copies of the Toyota production system. They often rely too much on rituals and numbers, and not enough on common sense and shop floor observations. In this, Six Sigma has even a higher tendency to rituals (black belts), methods, and numbers (six sigmas) than others, and neglects the actual outcome and performance.
On the other hand, there surely are also Six Sigma experts who make a positive difference and know what they are doing, just as there are some lean experts who have experience. Hence, if you are doing improvement projects, I don’t care what you call it as long as it is done with common sense and shop floor observations. If you like the Six Sigma label, go for it. Just don’t expect me to be impressed by a fancy belt. Instead, do real improvement in real industry that shows lasting results! Similarly, if you are looking for support for your improvement projects, it doesn’t matter if it is someone calling himself Six Sigma or Lean, as long as he or she has experience. Unfortunately, a master black belt alone is not a certificate of experience, but merely a certificate of participation in a classroom training. Try to find someone who knows what they are doing, even though they usually are not the cheapest consultant available (see also How to Find a Good Lean Consultant).
I hope this post was interesting to you. Feel free to give me a feedback if you want. And now go out and organize your industry!
 PS: If you would like to read more about history of manufacturing, then check out my book:
PS: If you would like to read more about history of manufacturing, then check out my book:
Roser, Christoph, 2016. “Faster, Better, Cheaper” in the History of Manufacturing: From the Stone Age to Lean Manufacturing and Beyond, 439 pages, 1st ed. Productivity Press.
I am interested to know the names of Oil & Gas companies implemented Lean Six Sigma for Process/Operation & Maintenance. How much cost they saved after implementing this methodology.
Thanks
Hello Ali Zulqarnain. I believe that the original Six Sigma method of 99.999660% of the products being within the tolerance limits would be too stringent for the main product of oil and gas companies. But methods similar to lean manufacturing are used in oil and gas industries. Unfortunately, due to confidentiality I cannot give you the names of my current and former clients. However, a simple Google search may help here (https://www.google.de/?q=oil+gas+lean#q=oil+gas+lean)
Our opinion is that the Six Sigma Approach could be very useful when you have to deal with a “Process Kaizen”. In other words when you have to deal with many X’s for one or more Y’s.
In that case could be very useful and even if you have to approach something with a basic statistics.
What really bugs us, is when we see “Six Sigma Black Belt” that start projects in places where the essentials miss (tools, information, machine reliability, etc.) and do a lot of calculation based on nothing.
So, let’s move six sigma in a tool of the Lean approach, use when it is necessary and remember to start with the “why”.
LeanLab Staff.
One of the best articles I’ve ever read on the subject. I can get a real sense of your Toyota Thinking in your direct and honest approach.
I agree that I don’t care what you call your approach, as long as it improves the current system, toward the ideal and is done with respect for people.
It is completely accurate that as TPS coaches, we are always learning and our expertise, although impressive to many, is shallow in our own view. I worked for Toyota for 12 years and with Toyota Consulting for 15 more, but still would consider myself, “Without Belt”.
I think this article is quite misleading.
1) why six? because a six sigma process can guarantee a 3.4PPM defectiveness in the long period. That’s why
2) the example on the hospital or incarceration make no sense… how can you “control” that process?
3) no consideration of cost benefit: are you kidding? The whole Six Sigma process is based on economical and financial benefits. Misleading again
4) Stupid reliance on numbers??? Lean relies on numbers too. 10 Kaizen principles, principle #8. Six Sigma approach is to give more strenght to hypotesis, using numbers in a statistical way.
5) Examples on Motorola, 3M and so on: Six Sigma is not about Blue Ocean Strategy or any strategical decision… If Motorola could not match market dynamics is not about Six Sigma failure!
6) Six Sigma is not including Lean: Six Sigma and Lean share some tools. I think DMAIC is a very solid and robust way to lead improvement projects
7) Certification: it is true. This is a very skyrocketing business. This is why Certification is not what companies should look for. Companies should look for PM, people having developed projects and reached results
8)wrap up: I personally experienced project having hundreds of thousands of dollars in savings, one even some millions… it’s not about Lean vs Six Sigma, to me it is about following a methodology that works rather than trying and trying and trying every time with no methodology.
BR
m
Hi Matteo, I think “guarantee” is a strong word. Also, multiple parts with 3.4 PPM assembled can give worse than 3.4 PPM. is 3.4 PPM the right target? And it is 3.4 PPM with relation to the tolerance limits, not to the actual function. Overall, I am absolutely not impressed by six sigma.
Hi Christoph, Thank you for your useful posts. I review posts weekly and recommend to some friends as well. My general point of view on your posts is that posts are helpful but mainly are in training level. Generally, there is no real illustration (information about real examples or experience). I am not a fan of Lean or Six sigma. But to be honest, since almost all manufacturing related jobs ask for Lean or six sigma certificate so I also attended this course in 2016 and currently working on a practical project to get certificate. Without having any awareness about lean or six sigma methods, I had the experience of manufacturing project with at least 25% cost saving (at the same quality and performance level). My understanding is that any methods or tools has advantages and limitation. In fact, limitations of current tools are driving force for finding new tools. Therefore, as you stated regularly, we should focus on the problem and then choose proper tool or combinations of tools for solving our problem.
For me, six sigma level of defects does not make sense. But, is sigma method capable to decrease defects from a higher level to a lower level. In other words, is it a reliable product or process improvement tool?
Assume at current state, a production line has 2000 defects per million and cost/benefit or other analysis indicates that 1000 defects per million would be very desirable. In this case, do you think six sigma methodology should be implemented or lean tools?
Hi Jeff, Six Sigma is first and foremost a quality target (i.e. 4.5 sigma). All the other methods of six sigma come afterwards, and are often simply taken from others. Hence, I do not have a high opinion on six sigma, but it is (as you said) often required in industry. If quality is your focus, I can recommend “Juran’s Quality Handbook: The Complete Guide to Performance Excellence”, originally by Joseph Juran (which i admire), now expanded with many other authors.Defects can be decreased under the Six Sigma label, too, but as with any project, it depends mostly on the people doing it. If you have a smart and motivated project manager, things will change, if it is a pen-pusher fudging the numbers, they won’t).
As for practical examples: This is difficult due to confidentiality reasons. I can’t just take pictures in a plant and write about it. I do have some examples, but they are “public” space, (I.e. Japanese Standard Pointing and Calling, Tales from Japan – Lean in the Japanese Public Toilet, or Toyota’s and Denso’s Relentless Quest for Lot Size One).
Many thanks for the compliments on my blog!
Hi Christoph, Interesting and a good article.As a Lean coach I have found in my encounters with six sigma guru’s they sometimes have an over reliance on data, or indeed getting the data, and even as far as putting a system in to get the data, which can be time consuming and increases the danger of a repeat defect. Sometimes there is not enough “go see understand” at the process, including a process confirmation of the current standards which was a given when i was at Toyota.
BR
Ian
This seems to be an influence by consulting, which values data quite a bit. It can help, but numbers can also lie very well. As for lean in the USA, I blame Shingo a bit for the reliance on methods over results. Thanks for commenting 🙂
It is god damned hilarious to hear one corporate bullshit hockey mocking a other corporate bullshit hocket
Very well said !. Completely agree with you since whole of my career with mincing these issues in my mind. I have faced this situation of “why Six Sigma, instead of practicing LEAN” many times in my career. But one thing that we can capitalize on the data based problem solving approach (i.e)., DMAIC methodology with its tool kit, addition to our Lean mindset/ Initiatives, will become a comprehensive effort. What do you say ?
Hi Christoph,
Firstly congratulations on the website, some truly great information on here and i really like your style of writing.
I came to learn about Lean and Six Sigma almost simultaneously in my early career albeit they were being taught separately as Two very distinct things. It was years before I came to realise that they’re very complimentary of one another.
I’ve always viewed Six Sigma performance as an ambition. I think for most organisations having only 3.4 defects for every 1 million opportunities for a defect to occur is a dream and an aspiration – perhaps one that they’ll never reach. Surely this is the same as our lean world – taking the Womack and Jones principles the last being ‘Perfection’, or a value added ratio of 100% or reaching single piece flow – it’s a stretching level of performance that can’t be easily reached – which i guess is the point.
When i teach these subjects I like to get participants to reflect on this. So how could we ever reach these levels of perfection? Certainly (in most cases) not with the current systems, processes, and thinking that we have today. So the conclusion is – we need to change how we think, behave and so on.
I’ve come across plenty of so called ‘Belts’, who do spend too long in the numbers and not enough time observing the real process however one main point that I think good six sigma teaching provides those schooled solely in lean is to understand and appreciate variation.
Some of my hard core lean peers are all too happy to settle for an average whether that be demand, cycle time, lead time without any appreciation for variation. It probably wasn’t an issue for Toyota having broken work down to minuscule repetitive work packages and standardised them well, but most organisations are a country mile away from such levels of perfection. Deming’s Red Beads experiment is perfect illustration of why understanding variation is such a vital skill both for improvement practitioners and management alike.
I guess in summary what i’m saying is sometimes organisations might need to focus on variation first as a means to approaching some of the more sophisticated lean techniques. Sometimes they should focus on lean prior to tackling variation. Either way having a good knowledge of both is key to making the right decisions and coming up with the appropriate approach to business improvement.
Anyway thanks again writing these blogs! They’re great and I hope you can continue.
Kindest regards
Damion
While I have a somewhat more charitable view of Six Sigma itself, I feel even more strongly than you about “Lean Six Sigma” (LSS). After digging into the content of LSS, it looks to me like the result of a virus infection. It borrows words from TPS but none of its logic and mashes it with simplistic ideas on statistics and cost cutting.
Originally, Six Sigma was conceived as a way to improve the methods used to stabilize processes in the electronics industry, which, unlike more mature industries, has chronic process capability issues. The bane of high technology is that, if your processes are mature, your products are obsolete. You are constantly struggling to get your processes under control and, the minute you succeed, you have to start over again with the next generation. Taken out of this context, it has little relevance.
The 6σ limits are arbitrary, but so are all the thresholds used for significance testing in classical statistics. In addition, the 3.4ppm is for defects per million opportunities, not defective parts per million. If your product, like an automatic transmission case, has 2,000 defect opportunities, it works out to 0.7% defective, which is nothing to write home about.
Bruce Lee didn’t use colored belts. White belts and black belts are from Japanese martial arts, and colored belts were introduced in the US and Europe. The Six Sigma black belt system was indeed marketing genius, in no small part because it misled people to believe that Six Sigma had a connection with Japan. When Six Sigma was invented in the 1980s, Japan was supposed to take over the world.
Interesting article but I think largely biased. Of course, it is always good to take on something we hate or don’t understand to make fun or buzz, and if I agree with some of the points I do not for the whole picture.
Six Sigma is not about tolerances only, and it is not for everything. Only people that did not understood it have spread this wrong information. Let’s imagine you explain nuclear energy to everybody and give them some uranium, very little would have made a nuclear power plant and most of the others will say nuclear energy does not work.
Six Sigma is about thinking with data, “Show me the data” and based on the 7 QC tools from the JUSE, (Japanese Union of Scientists and Engineers) with a mathematical and statistical modeling of the problem and then of the solution. Because manufacturing and quality are scientific in nature, Six Sigma tried to popularize the scientific approach of solving problems. And I agree this is not for everybody.
As for the 3.4 ppm some Six Sigma legend attribute it to the need of having Pagers in Japanese market with less than 1% market return. Motorola identified about 3000 process steps to make all components and assembled the Pager, leading to a 3.4 ppm target for each step, in average.
We can discuss the reason of the 1.5 sigma shift, but this make the relationship between Cp and Cpk very easy as it become 3 times the Six Sigma capability and 3 time the Sigma level.
I worked 13 years in a Japanese electronics company, manufacturing and design, and if quality engineering was standard practice, the knowledge around it was not largely spread. I recognize that Six Sigma helped generalize this knowledge, who know about standard deviation, variance, measurement error and SPC before it?
Then about Lean, I don’t think it is much more understood than Six Sigma. Lean is about a balanced flow where nobody works harder or faster than the others, Lean Six Sigma is another brilliant marketing trick, like the belts in Six Sigma.
I don’t believe that Lean and Six Sigma are the same, and if one can support the other, confusing them will just confuse people about what Lean truly is.
Six Sigma is a fad based on pure FARCE.
It started with Mr Bill Smith, who had an out-of-control casting process that happened to drift 1.5 sigma.
Bill’s mate, psychologist Mikel Harry, who said he had no clue what Smith was talking about, claimed that ALL processes shift or drift by +/-1.5 sigma in what he called the “long term” of 50 samples … typically one day. Harry based this ridiculous claim on the height of a stack of discs. He called his nonsense Benderizing. Some simple sums yields the meaningless Six Sigma metric of 3.4 dpmo.
Harry later admitted “opponents of the shift are absolutely correct” … that is, the six sigma of Six Sigma is RUBBISH!
Six Sigma’s counting defects takes quality backwards by more than a century, to the days before the brilliant Dr Shewhart.
Dr Wheeler, the world’s leading process statistician, calls Six Sigma “goofy”. CBS calls it the most stupid fad of all time.
Please read my papers exposing the Six Sigma scam: https://www.linkedin.com/pulse/blame-mr-bill-smith-tony-burns/
https://www.linkedin.com/pulse/six-sigma-psychology-part-2-tony-burns/
https://www.qualitydigest.com/inside/six-sigma-article/sick-sigma-041806.html
https://www.linkedin.com/pulse/pillars-six-sigma-stupidity-tony-burns/
https://www.qualitydigest.com/inside/quality-insider-column/six-sigma-psychology.html
https://www.qualitydigest.com/inside/six-sigma-article/predictable-061318.html
https://www.qualitydigest.com/inside/six-sigma-article/six-sigma-lessons-deming-part-1
https://www.qualitydigest.com/inside/six-sigma-article/six-sigma-lessons-deming-part-2
https://www.linkedin.com/pulse/control-charts-keep-simple-dr-tony-burns/
Hello Mr. Christoph Roser,
It’s interesting to read this post since I have been pondering how to integrate Lean and Six-sigma recently.
I was an Process Engineer for MOTOROLA for 5 years where I learned Six-sigma, and then continued implementing Lean for the next 10 years. When I looked back to “Lean Six-sigma Black Belt” courses weeks ago, I feel so weired to force having some of Lean tools in Six-sigma. It’s like a beautiful womam’s head resting on a strong man’s body, so ugly. I have also noticed that Toyota does not implement Six-sigma so far. (Am I right?) Yet, based on my experience, I also feel that Six-sigma might be still useful when you are developing a new process or trying to identify the variations, and meanwhile the situation is too complex for you to use a simpler method, such as common sense, gut feeling, or shop floor observation.
So let’s imagine what if Six-sigma is only used to establish the stability of a process. And the process stability is the foundation of all Lean improvement. In this case, Six-sigma is a part of Lean system, just like 5S, but not the other way around. I would suggest “Six-sigma Lean” but not “Lean Six-sigma” by then.
To prevent Six-sigma from destroying the lean system, I will also suggest be very careful in trying Six-sigma in a Lean system, taking some of its methodologies but not all. Anyway, the Lean principles should always be followed.
By the way, so many companies nowadays in China unfortunately are pursuing Six-sigma, Lean Six-sigma, TPM, TQM, Automation, Industry 4.0, and Lean as well, even though they don’t really understand what it means. It seems that they just simply want to have all of the fashionable items. Many companies are recruiting a Lean Manager, or the likes, but don’t want to change their culture, philosophy, or manners of thinking and behavior.
As for me, a Lean fan, I don’t have Six-sigma Black Belt certification, I just want to work for a company who wants to implement real Lean to become a Lean enterprise, and now I am still looking for a job. I came to realize that it is no easy in China.
Thanks for your posts. I have read many of them.
Br,
Leo from China