

A famous step toward perfection in a lean production system is a lot size of one. However, few people realize what enormous effort and rigor Toyota applies to achieve this goal. During my visit to a Toyota plant and the APMS conference in Tokyo in 2015, I saw quite a few stunning examples of this quest. Let me show you …
Introduction

While in traditional cost accounting, smaller lot sizes usually mean higher changeover cost or effort, Toyota realized long ago that this cost is more than offset by the gained flexibility and reduction in inventory. With smaller lot sizes, you need less inventory, and hence you can react faster to changes in the production system. While the Western world often also aims for smaller lot sizes, there seems to be many cases where further lot size reduction is considered too expensive. Well, not for Toyota and Denso.
Automated Guided Carts

During my 2015 visit to a Toyota plant in Japan, I noticed something curious. I am sure you all know about automated guided vehicles (AGVs), computer-controlled vehicles for material transport. They usually have a certain size, and then you fit as much material on it as possible.
However, at Toyota I noticed a curiously small AGV. It was much smaller than a normal AGV, only the size of a large suitcase. It carried exactly one front bumper and one back bumper.

Later I learned that Toyota calls these things Automated Guided Carts (AGCs) rather than Automated Guided Vehicles (AGVs). I have also seen videos of different carts for other parts in use at other locations within the Toyota group, namely Denso.
Since I was not allowed to take pictures at Toyota, the image here is a photo-shopped version of another shop floor, to give you a feeling for the size of the AGC.
Dantotsu

The following examples are from a presentation at APMS 2015 by Katsuhiko Sugito, Director of Production Innovation Center at Denso. Denso is part of the Toyota group, and in my view has implemented the Toyota Production System even better than Toyota.
Denso aims for what they call Dantotsu. This is a mashed-together word from Danzen (断然 for firmly, absolutely, definitely, extremely) and the English word Top. Their goal is to be the absolute best; they won’t accept second place. (Please note that Dantotsu is a Denso-internal word, and not [yet] part of the Western lean vocabulary.)
One of these goals is to have true one-piece flow everywhere. Whenever parts are needed, then there is one machine that makes exactly one part whenever this part is needed. Sound simple? Then apply this to aluminum casting!
One Piece Flow Casting
Normally, casting is a batch operation. A large number of aluminum ingots are melted, a larger number of parts are cast, and then the whole batch is put into a heat treatment oven. Reducing this operation to a lot size of one and attaching it directly to the assembly line sounds crazy. Hence I was quite surprised and amazed to learn that Denso did this!
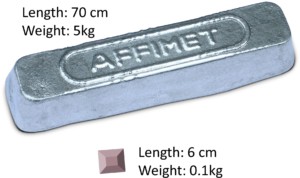
Denso radically reduced everything to lot size one. For the melting of the aluminum they could not use the industry standard bars, which typically weigh around 5 kg and are around 70 cm long. For their products they needed much smaller ingots.
It was quite an effort, but finally they found a supplier that provided them with pyramid shaped mini-ingots weighting only 100 grams and with a length of around 6 cm. The image here is for illustration only. The shown large ingot is a stock image, and the smaller a draft by me, as Mr. Sugito asked us not to publish his images.
As a result, they also needed only one much smaller machine to melt the aluminum, reducing the occupied volume (length by width by height) by over 300-fold. Surprisingly, the small machine also turned out to be more energy efficient.
They also had a much smaller die casting machine. The occupied volume of the machine was reduced to 1/5th. The new electric die-casting machine also not only used much less energy than the previous hydraulic machine, but the quality was also significantly better.
Finally, the heat treatment furnace was also changed from a large batch-type oven to a smaller gravity fed chute (karakuri). Since the parts entered the oven still hot, the process was faster and also used less energy. The size was also reduced more than 40 fold.
Overall the new system was significantly smaller than the old system and used half of the energy, not to mention the better quality, less inventory, higher flexibility and shorter lead time.
One-Piece Flow Forging
Similar to the casting, they reduced the size of the forging machine. They changed from a general-purpose large press to a much smaller press that produced just one part when needed.
One-Piece Flow Cutting

Yet another example was the cutting tool. They replaced a normal-sized CNC tool with a much smaller tool 1/4th the size and 1/3rd the price.
The image here is again my own illustration based on stock photos, not original Denso machinery.
There were more examples in the presentation of similar reduction in machine size to achieve one-piece flow, like lathes, surface treatment, and joining machinery. The material flow has also been overhauled, with the AGC from above being only one example.
The cost, the cost …

In all likelihood, if you present any of the above suggestions to cost accounting in your plant, the accountant will probably burst more than just a vein or two. Traditional cost accounting is highly unsuited for lean improvements. As explained in a previous post, cost accounting measures the cost very well but is ill-suited to measure the benefits. And, if the accountant can’t measure it, then he will set the benefit to zero (and probably even believe it).
However, the benefit is definitely there. Denso reports multiple benefits that exceed the cost, like flexibility, inventory reduction, reduced energy consumption, more available floor space and hence less transport distance, and many more. Most of them are hard to quantify, but Denso strongly feels that they are on the right path to become the-best-of-the-best “Dantotsu,” and I agree.
Of course, this does not necessarily mean that you should immediately aim for one-piece flow casting. One-piece flow in casting has little benefit if the rest of your plant has a lot size of 500. As always, start with the easy low-hanging fruits. If you are a typical Western plant, you probably have quite a few easier options to improve before you go for a one-piece casting machine.
Think about it. What improvement project gives you the best bang for your buck in your current situation? Got one? Now go out, start this most beneficial and urgent improvement, and organize your industry!
Discover more from AllAboutLean.com
Subscribe to get the latest posts sent to your email.
When lean thinking was being extracted from TPS not enough emphasis was given to Shigeo Shingo’s writings on the structure of productive activities. This created a serious flaw in lean thinking and the ability to identify waste. “Mr Shingo had a real knack at taking what we were doing and stating it in very logical terms. “Isao Kato.—
In 1989 I had a one hour session by myself with Shingo & his interpreter. The major part of the time was Shingo explaining his concept that the production mechanism should be seen as a network of two flows; Processes & Operations. My reason for asking him about this was the fact that the same two pages on this subject appear in all his books. When I asked him how important this concept was he said it was fundamental that these concepts & their relationships were understood in order to make effective improvements in productive activities. The comments below are based on the notes I took at the time & my subsequent experiences. —-
He explained; Production is a network of two activity flows. Processes & Operations. —-
Processes. These are the sequence/flow of events that products & services pass through on their journey from raw material/information to being finished items. —
I.e. Storage —Transportation — Storage/delay —transformation — storage/delay —- transportation. Repeat
Within the process flow there are two types of storage/delay; Lot Delay & Process Delay. —
Lot Delay. An item is delayed while the rest of the lot/batch is produced.
Solution. One piece flow. —
Process Delay. An item is delayed while it waits for items in the previous lot to be processed through the next machine/activity.
Solution. Synchronise cycle times. —-
Operations. These are the sequence/flow of activities conducted by people, machinery & systems on the raw materials/information & products at each process stage. —-
I.e. Set-up — *Essential motion — Auxiliary motion — Marginal allowances. Repeat—S.E.A.M
*(Essential motions are those that produce what the customer requires; are valuable to them. i.e. P.S.E. P — Product- the physical item. S — Service to support the product. E — Experiences the customer enjoys acquiring, using & maintaining the product/service). —-
If you see processes as the vertical flow & the operational one as a horizontal flow along from each process stage you can see his network. —-
What then becomes obvious is that only the essential step of the transformation process is valuable to the customer, everything else is waste & is a candidate for elimination. —
His fundamental rule is to improve the process before the operation. Don’t improve transportation eliminate it. THE ULTIMATE GOAL IS ONE PIECE FLOW WITH SYNCHRONISED CYCLE TIMES & A FLOW RATE THAT REPRESENTS CUSTOMER DEMAND RATE. —-
When you see all these elements you can appreciate Toyota’s and Shingo’s genius for simplicity. They should be the basic principles for all lean thinking & waste elimination activities. —
When you understand Shingo’s network, which I understand came from his work with & studies of the activities at Toyota Motors, it becomes easy to see the waste in any system. You can see this methodology being applied by a shop floor team on YouTube under ‘Sid’s Heroes’.
Hi Sid, Shingo is actually very little known in Japan, and if then usually from his actions in America. One of my contacts at Toyota read some of his books (to find out what the US hubbub was all about), and thought that the books were pretty crappy. I also do not have a very high opinion on Shingo. (see my post Shigeo Shingo and the Art of Self Promotion) He is pretty much only popular in the US.
thanks all the good post and wonderful coments,by the way what is the meaning of Auxiliary motion — Marginal allowances
A couple of comments.
1) I heard dantotsu translated as ‘by far superior; by far the best’ somewhere around 1990. Not just #1, but by a clear margin. Not Denso though. It’s also in Komatsu’s vocabulary.
2) When JIT was the trendy theme (again c.1990) I visited a manufacturer of clips, springs, fasteners etc., Kato Spring, which was dead keen to show visitors their new warehouse. ’36 stock turns!’, they boasted. ‘Per year?’ ‘No – per month!’ It was real magic kingdom stuff, and actually more a mega marshalling facility than a store. I was impressed by their genba, full of small, dedicated, auto machines continually churning out the products.
In between this facility and their customers was the logistics system. This appeared to consist of dozens of small pick up trucks which delivered product to customers ( automotive OEMs) by the box load very frequently Yes, admirably small lot sizes, but at what cost? The crowded roads of the UK are now seeing more and more white vans delivering small parcels to everyone’s front door (and if customers are anything like my daughter, the majority of the deliveries get returned anyway!). We need to look at the big picture.
Hi Steve, i agree that the big picture is important here. Often, ideas from other companies (mainly Toyota) are copy-pasted elsewhere without regard of the circumstances of the new place. E.g. Toyota JIT delivery works because most suppliers are within a 2 hour drive around Toyota city. Attempting JIT for parts shipped from China to Europe or the US is just madness! The solution has to work for your situation!
Thanks for commenting 🙂
Respected Sir,
I thank you(and you style of patiently replying to everyone).
I feel that your post on TAKT TIME(including its 200+ comments of viewers) is by far superior and by far the best for anyone to grasp the subject.
I request you to throw some light on the subject of lot size in chemical industries.
for example if the lot size of a chemical plant is 500kgs, and all the subsequent processes keep processing the same 500kg lot at one go, can this 500kg lot be called”one piece flow”?
i ask because an assembly( in industries other than chemicals) can be worked easily one at a time, but if you ask a chemical manufacturer to take reactions of 1kg batch size,
it will not be accepted.
also unique about the chemical industries is that the valued added time of any reaction remains the same, i.e. an oxidation reaction of 500kg batch will take 10 hours, at the same time the same reaction of a 1kg batch will also take 10 hours. So here the benefits will come only from non value added items.
what to do in case of a crystallization process which takes 5 days, and the customer pays for those large crystals which develop on the 5th day? the impact of such lengthy processes makes it very difficult to reduce the lead times.
sir kindly also help on the effect of manual cycle time and auto cycle time on determining the lot size? for example the manual time of a 5 day crystalization process is 5 minutes and the remaing 4+ days is auto time as the crystallizer is left untouched for the crystals to grow.
also please tell the role of the bottleneck process in determining the lot size,
for example, if we have 12 hour shift per day, and there are 5 reactors with 5 diferent reactions steps, and 1 reactions takes 9 hours and the other 4 take 1 to 3 hours,
the bottleneck process will not let us reduce the batch size from 500kgs to say 250kg as then the customer demand of 500kg per day cannot be met because a 9 hour step can be done only once in a 12 hour shift, although the 4 non bottleneck process can easily handle multiple batches of 250kg per day to meet the customer demand of 500kg per day.
although when i did a calculation of considering very small batches for a particular plant, when compared to 500kg lots, the advantages were huge, such as the need for transportation was completely eliminated, the space required is 20 times smaller, the labour required is 1/4th, huge reduction in non value added time, capital cost 1/5th, increase in inventory turns, great reduction in chemicals related risks and hazards, complete elimination of transfer pumps, energy requirements of power and steam reduced by more than half, also if there is low manpower due to absentism some production can always be carried out, and still customer demand can be met but the bottleneck process is not letting that happen. please guide. can we carry out bottleneck process once per day, and then break it down to 4 smaller lots, and then further process the smaller lots in our aim to achieve smaller and smaller lots?
About casting:
1) They melt and pour one pyramid at a time and they do that without refining?
2) If its cold chamber machine what they do with aluminium from gating system?
3) How they achive that high pressure (I think at least 10 tons) on “electric” machine?
I am not saying it’s impossible, I am trying to understand this process.
Hi Dominik, since I blogged about this, Katsuhiko Sugito also wrote an academic paper on this. You can find it at Sugito K (2017) “1/N Machine System for the Lean Factory“. International Journal of Automation Technology 11:623–628. https://www.fujipress.jp/ijat/au/ijate001100040623/ It contains more details.
I heard the term “Dantotsu” also being used by fork lift truck producer BT in Sweden during their implementation of TPS. They used it to describe their 3-year quality plan as “Undisputed No. 1 Quality”. Their “Dantotsu I” lasted from 2007 to 2010, “Dantotsu II” from 2010 to 2013.