

OEE, the abbreviation for Overall Equipment Effectiveness (or sometimes Overall Equipment Efficiency), is a measure of the utilization of a machine. It is frequently used on the shop floor, often determines part of the performance-based compensation of the managers, and is by far and wide the most lied-about and fudged measurement on the shop floor.
In this first post in the series on OEE, we will look at what OEE is, and how it is defined. Following posts will detail how OEE is measured, the top three methods on how the OEE can be fudged,and what the OEE is good for and what it’s not.
OEE is the relation of the number of parts produced on a machine versus its theoretical capacity. For example, assume a perfectly running machine that could produce 100 parts per day without any stops, breakdowns, or other delays. If, at the end of the day, the machine produced only 67 good parts, then the OEE is 67 out of 100 or 67%. This means 33 parts that could have been made were not due to different losses.
A bare-bone OEE is simply the relation of produced good parts versus the number of good parts that could have been produced. However, one of the benefits of the OEE is the detail of the reasons why the machine produced less parts than theoretically possible. Hence, these losses are often also investigated.
Availability Losses
The first loss on machine capacity is the loss on availability (i.e., the time where the machine could have run but did not). Examples of availability losses are:
- Planned maintenance
- Breakdowns and unplanned repairs
- Changeovers
- Lack of material
- Lack of transport for completed goods
- Operator absent (e.g., breaks, bathroom time, etc.).
Planned stops or not-scheduled shifts are theoretically also an availability loss. The machine could work twenty-four hours seven days per week. However, if the operation has, for example, only two shifts for five days per week, not-scheduled shifts are usually not considered losses. Of course, if the customer demand far exceeds the capacity of the machine during these two shifts, then it is completely valid to also include the not-scheduled shifts as losses. In any case, if these planed stops are not included, they should still be kept in mind as potential capacity.
Speed Losses
The next big category is speed losses. The machine did run, but for some reason produced parts at a slower rate than expected. Causes of speed losses are:
- Lack of maintenance
- Wear and tear on the machine
- Incorrect operation on the machine
- Wrong settings on the machine, set speed slower than possible
- Minor idling (theoretically this is a availability loss, but it is easier to determine as a speed loss).
Quality Losses
Finally, there are quality losses. The machine is running, its speed is perfect, but the produced goods do not meet specification. In short, the machine is producing waste. There are three possible reasons for producing waste:
- Scrapped products (product cannot be salvaged at all)
- Rework products (product has to be reworked to be usable). While theoretically the machine capacity was not completely wasted on this part, in reality the rework usually requires more effort than doing it right in the first place. Hence, rework is usually counted as a full loss.
- Start-up losses (during ramp up of production, parts are produced but—depending on the system—may be scrapped for quality concerns or as part of the regular ramp-up procedure).
Summary
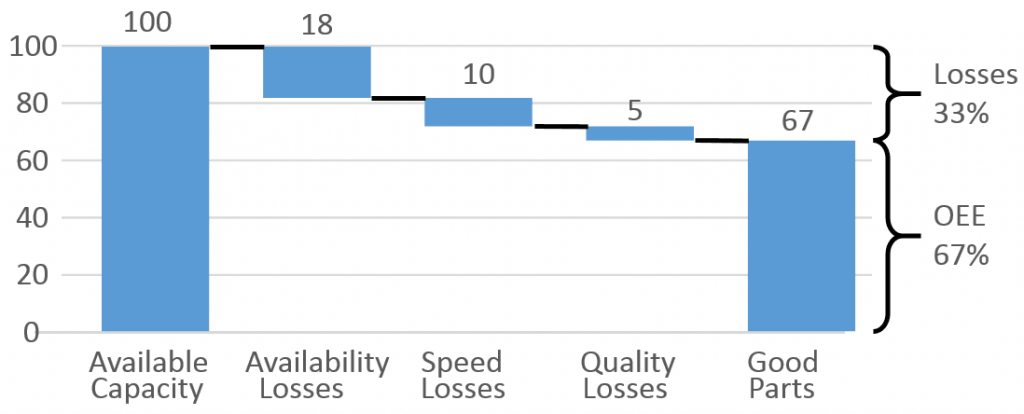
Below is an example of a machine that could have produced 100 parts, but lost 18 parts due to a stopped machine, 10 parts due to slow speed, and 5 parts that were scrapped. This gives 67 good parts where there could have been 100, or an OEE of 67%. Please note that for demonstration purposes the total number of parts was set to 100, hence the number of parts produced and the OEE is identical in this case. In reality, the number of parts may be different from 100.
See also my other posts on OEE:
- Definition of OEE
- How to Measure the OEE
- Top Three Methods on how to Fudge Your OEE
- What the OEE is Good for … and What it’s Not
In Speed losses, Cycle time can be factored as a possible reason. Correct?
Hi Ismail, the cycle time is usually part of the value adding time per definition, since the cycle time excludes all losses (the average time including losses would be the line or process takt). Hence cycle time would not be a speed loss. However, if you need more parts, improving the cycle time is of course an option.
Hi, Thanks for this initiative!
May I inform you there is an OEE Industry Standard since 2001?
It can be found here:
https://oee.academy/oee-standard/
Maybe useful to link?
Best,
Arno Koch