
 The spaces around your assembly locations are most precious. In my previous post I explained how to relocate or reduce the overall material quantity. In this post I focus on how to better use the area facing the worker. Ideally, all material should be within easy reach of the worker.
The spaces around your assembly locations are most precious. In my previous post I explained how to relocate or reduce the overall material quantity. In this post I focus on how to better use the area facing the worker. Ideally, all material should be within easy reach of the worker.
Initial Situation
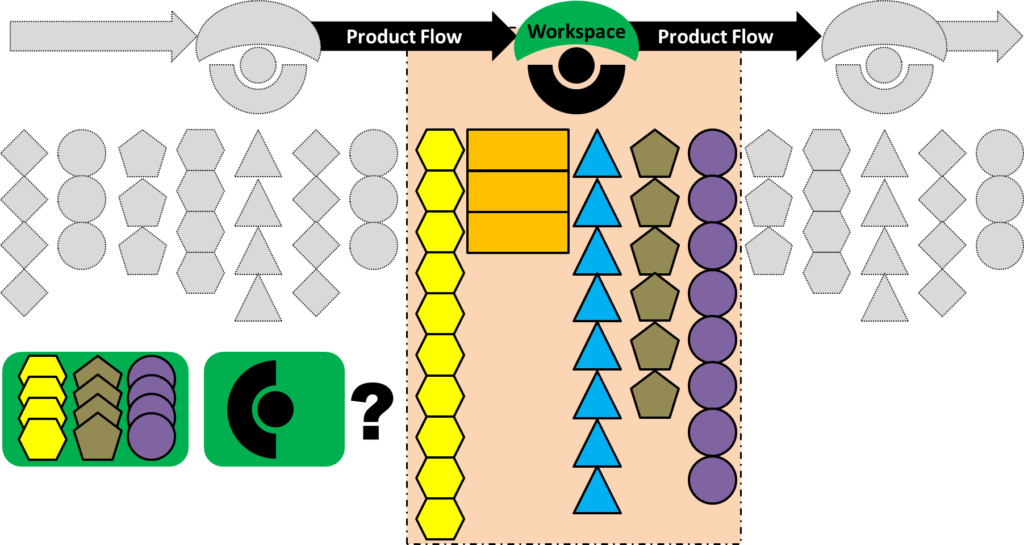
Let’s briefly recap the initial situation from the previous post: You have too much material around your assembly location as shown below. Hence, you need to reduce or rearrange the material.
Use Full Space around Worker
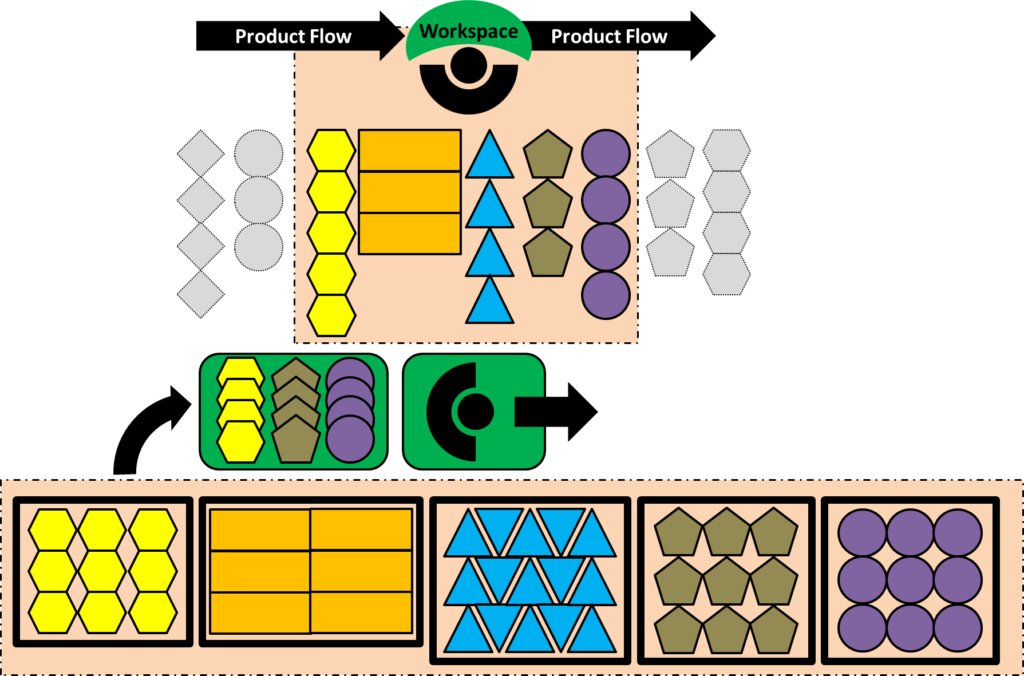
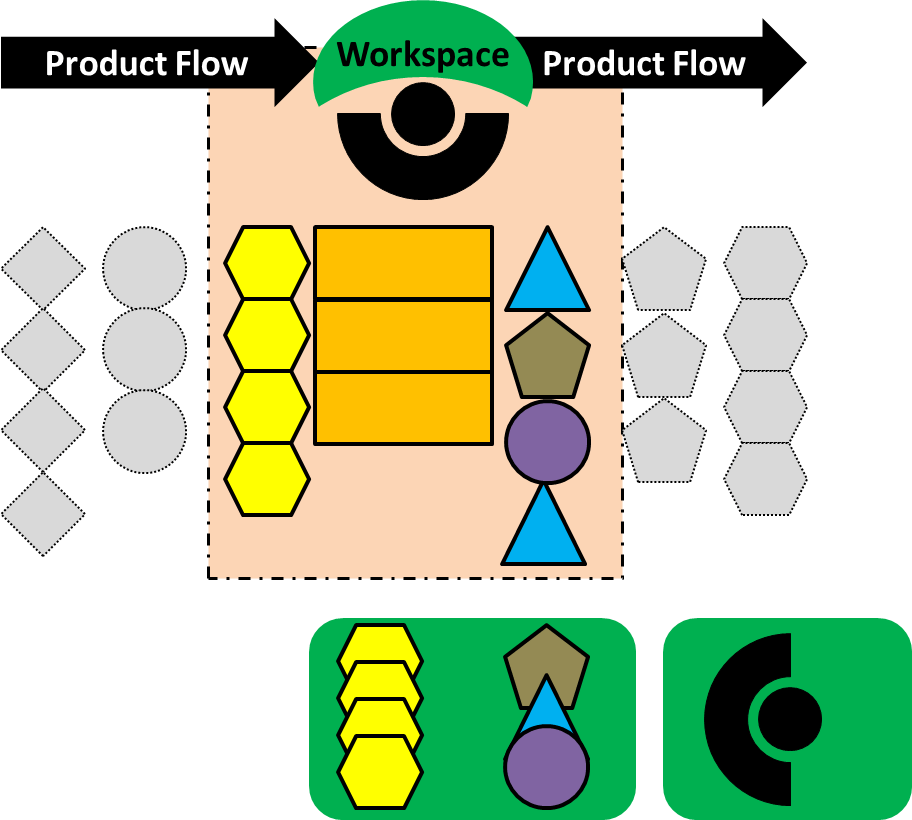
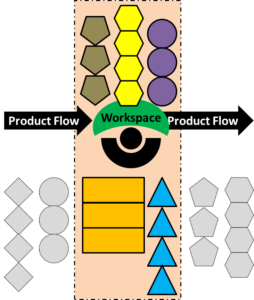 If the space around the assembly workstation is tight, try to use the entire space around it. Material can be provided not only from the back but also from the front.
If the space around the assembly workstation is tight, try to use the entire space around it. Material can be provided not only from the back but also from the front.
As explained in a previous post, this is often actually more ergonomic and easier for the operator. However, it is usually possible only for smaller parts. Larger parts simply don’t fit across a table.
Hence the front and the back of the workspace are both very well suited for material supply. The sides are usually less useful, as this is where the main product normally comes along. Hence it may be difficult to use this space also for material supply, but this depends on the situation at your assembly line. It may work if there is little movement of the main product combined with long cycle times. A watchmaker, for example, can easily be surrounded by parts on three sides while twiddling with his product.
Just for completeness’ sake, besides front, back, left, and right, there is also the top and the bottom. Yet I have never seen material supplied from above the worker, and please don’t pull the floor away underneath of the worker!
Zentenatamadashi
 Next I would like to present you Zentenatamadashi. Now, in the mind of many people, if a method has a Japanese name, it must be superior to other methods that suffer from being known only in English. This is bollocks! I just couldn’t find a good English name for Zentenatamadashi. As for the method, it is useful, but only a minor step in arranging material around your workspace.
Next I would like to present you Zentenatamadashi. Now, in the mind of many people, if a method has a Japanese name, it must be superior to other methods that suffer from being known only in English. This is bollocks! I just couldn’t find a good English name for Zentenatamadashi. As for the method, it is useful, but only a minor step in arranging material around your workspace.
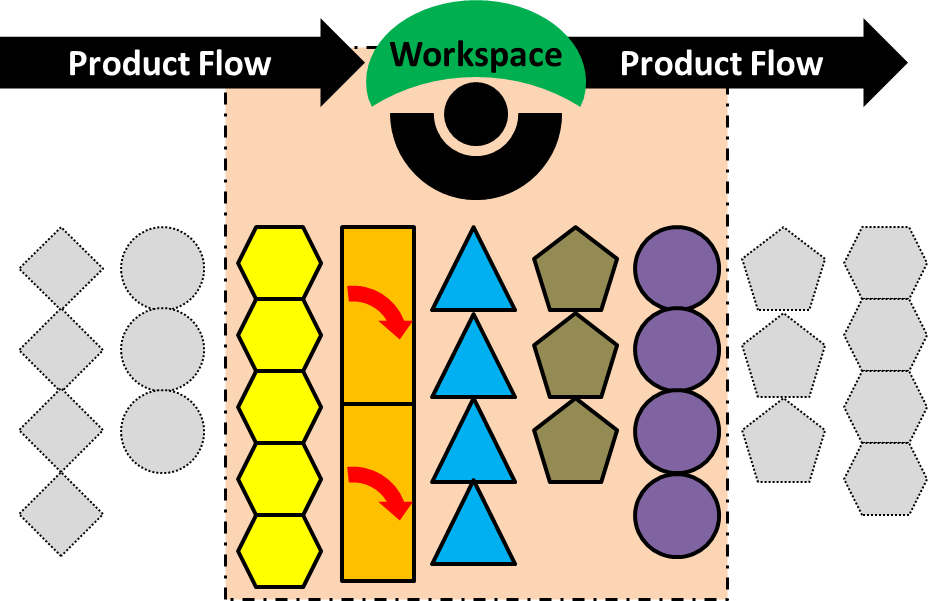
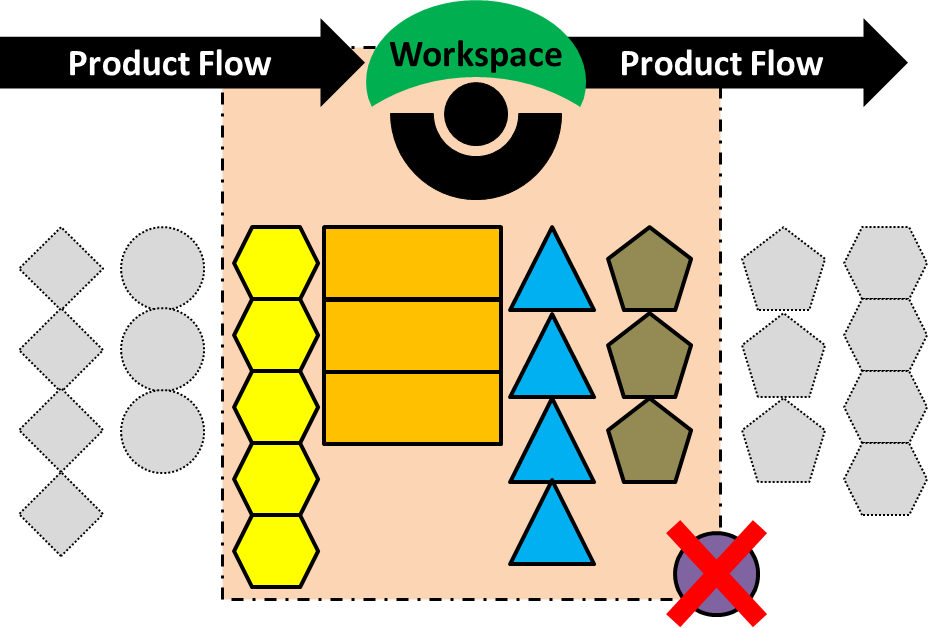
Zentenatamadashi is written in Japanese as 全点 頭出し, and means something like “only the heads sticking out.” An English translation may be “single-piece presentation.” The idea is that when presenting parts to the operator, the smallest side of the part faces the operator so that the part takes up less area facing the operator. In the image below, I rotated the orange rectangle to use up less width. This allows you to fit more different parts within the operators reach. Of course, since the parts did not get smaller, you would need more space extending outward from the operator to fit in the parts. A small but sometimes useful method.
Smaller Packages
If your parts are delivered from the supplier in larger packages, you may consider repacking them into smaller units. This is common if the material is delivered on pallets. Rather than putting the large pallet directly to your assembly line, you keep the pallet in the warehouse and take out only a few parts every time as needed for the assembly station. This could significantly reduce the space required at the assembly station.
On the downside, you now have to touch every part twice, and you also may have to provide suitable packaging for the leg between the warehouse and the assembly location. If you have some influence over your supplier, however, you could rethink the packaging delivered from the supplier. Can the supplier deliver in smaller packages? Can the supplier maybe make larger packages or a pallet that consists of multiple smaller packages? This may be beneficial overall.
Reduce Part Variety
If you have too many different parts, you may be able to reduce the number of different part types. Of course, this would mean involving construction to change the product design, which construction may or may not be fond of. But maybe they are open for some design for manufacturing (DFM), design for assembly (DFA), or design for manufacturing and assembly (DFMA) workshops.
However, this would among other things reduce the number of part types at your assembly. This not only frees up some space facing the worker but will also reduce the total number of items around the workstation since now you only need buffer stock for one part type instead of two. There are also lots of other side benefits, including reduced inventory along the entire part supply chain, reduced space for inventory, and reduced handling for inventory.
Movable Shelves
The next option works only if you produce in batches: You create movable shelves containing the parts needed to produce a certain product, and depending on what product you make, you merely put the right shelf next to the assembly station. That shelf may contain all parts or only the parts specific to this product with the generic parts being stored on permanent shelves.
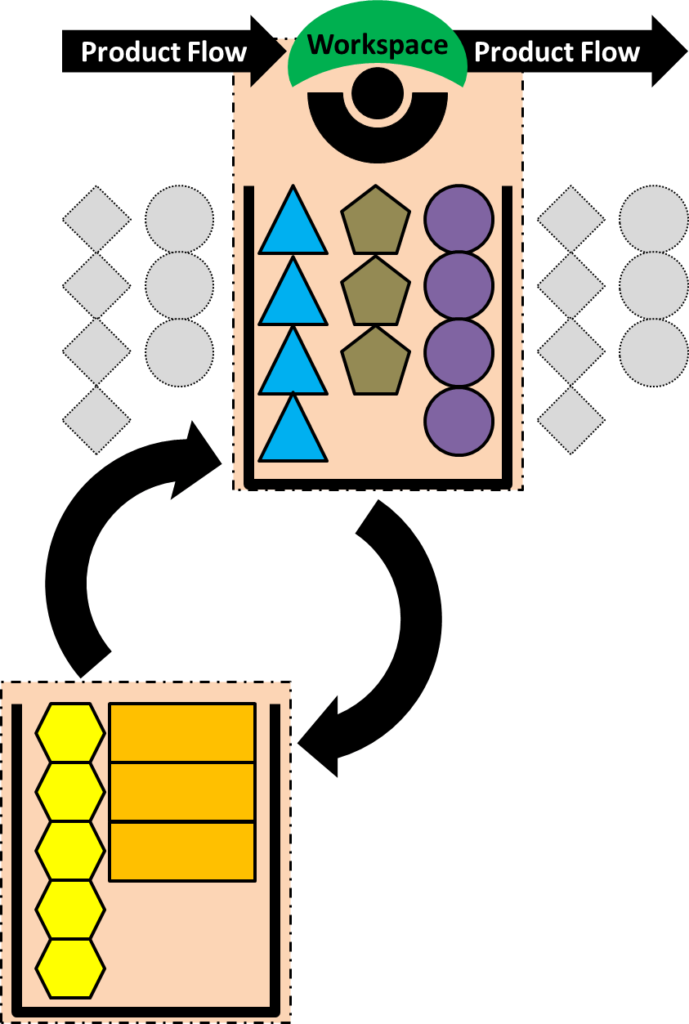
I have used this approach, but it is not really a good approach. The extra work and the extra space needed for the shelves is one handicap. A potentially bigger issue is that this solution prevents you from moving toward one-piece flow, which is one of the main visions and goals in lean manufacturing. You reduce flexibility and are limited to larger batch sizes due to the effort of moving the shelves.
Kitting
This approach is similar to the movable shelves, but without many of the drawbacks. Rather than moving an entire shelf around, you prepare individual kits containing only the parts needed for one product at this station. The worker gets a kit, uses the parts, and returns the empty box or container back to the material supply. A kit may contain
- All the parts for the entire line if the kit moves with the product
- Only the parts for one assembly station
- Only the product variant-specific parts, with the generic parts stored in permanent shelves/storage locations
- Any combination of the above
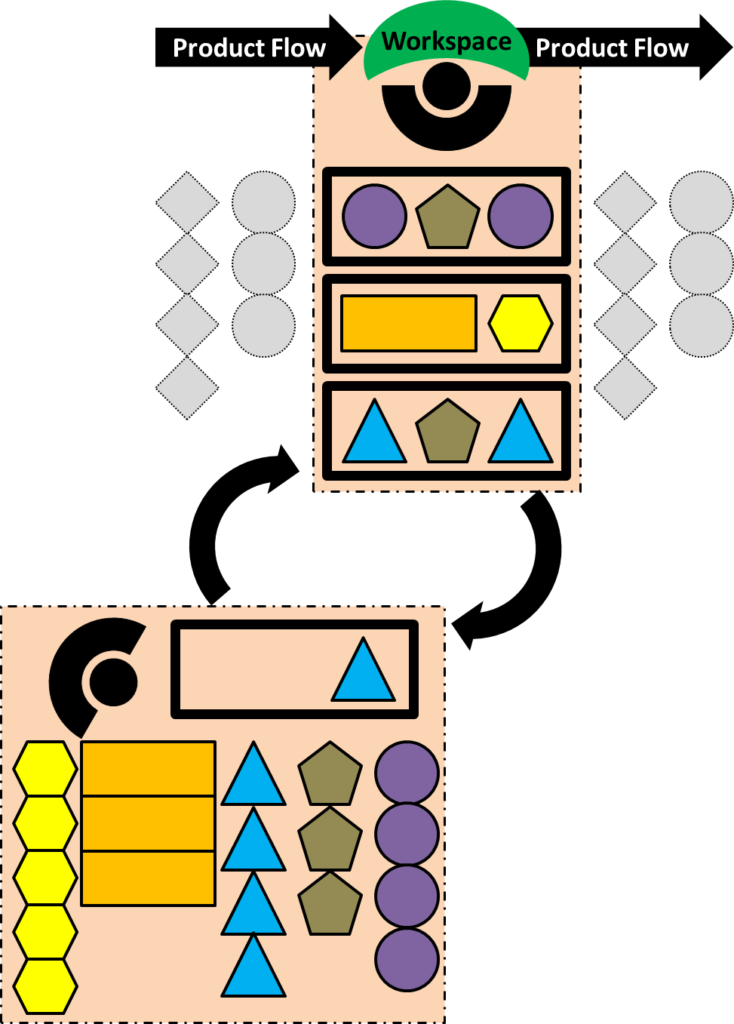
On the plus side, now you have much more flexibility and can move toward lot size one and one-piece flow. However, there are also some disadvantages. You need one worker preparing the kits. However, since the worker preparing the kits and the worker assembling can specialize in their respective tasks, you may become more efficient overall. A second challenge is to provide the right kits in the right sequence. The kit has to match the product that has to be assembled.
Kitting is frequently used for products that have larger parts and a large product variety. At Toyota they also call it SPS for Set Part Supply. It is a common approach in automotive assembly lines.
Just in Sequence
Finally, if you have a large product variety, you may provide parts Just in Sequence (JIS). The next part provided in the shelf is always the part variety needed for the product variety to be assembled. Again, common parts are always provided, but product variant specific parts can be delivered just in sequence.
A common example are seats in the automotive industry. They are rather large and come in many different varieties. Hence a seat supermarket would eat up too much space, and they are delivered just in sequence.
Providing material just in sequence is not easy. I have written about this in much more detail in my posts Just in Sequence Part 1 – What Is It?; Part 2 – How to Do It; and Part 3 – What Can Go Wrong. The main challenge is to make sure that the part provided matches the product to be assembled. A part–product mismatch causes lots of trouble.
So, the approaches above and in my previous post are the twelve options to rearrange or free up space around your assembly location. Some of them are better than others, some may be more effort than others, and some are merely a last-ditch-effort quick-fix solution. Yet these are all I know. If you have additional ideas, please share in the comments below. I hope at least one of these twelve will ease your assembly space issues. No go out, optimize your assembly, and organize your industry!