

Often, implementing “lean” means management is picking the latest lean-related buzzword and telling their people to implement it. This is wrong on so many levels. For one, a lean project should always start with a problem, not a solution. On another level, good manufacturing is all about the nitty-gritty details. Both normal operations and improvement projects need a lot of attention to details. Unfortunately, this is frequently lacking in many companies. In this post I would like to show you the level of detail for operator training in some excellent companies.
Operator Training at Toyota
Training with Pneumatic Screws

Toyota, like most companies having assembly, uses a large number of screws. Therefore, it makes sense to train the operators in the handling of pneumatic or electric screwdrivers.
Now, in other companies the operator training would be done in 10 minutes by giving the new operator the screwdriver and telling him which holes to put screws in. However, this leaves lot of ambiguity that can cause potential quality problems later on. Is there a sequence of screws that is better than others? What is the best way to hold the screwdriver to avoid its slipping off the screw and scratching the material underneath? What is the best way to make sure the applied torque is neither too small (and hence not good enough) nor too strong (and risking a ripped off screw). What is the easiest way to get the screwdriver on the screw? Finally, how can the screws be attached in the most efficient manner, yielding good quality and using minimal time and effort?
To train their operators in all these details, Toyota has set up separate training stations where operators practice the process in a safe environment. A trainer coaches them on how to hold the screwdriver, shows them all the things that can go wrong, and overall tries to improve the operator from someone holding a screwdriver to an expert screwdriver operator.
Besides training the operator, this also shows if the new operator can handle the operation. While assembly is usually a lower pay grade, it is by no means easy. The operator has to focus despite the frequent repetition of the tasks. If there is a mismatch, it is better for both sides to find that out early in training, rather than later after quality problems.
Training Muscle Memory in Handling Objects
Toyota also has lots of small training on how to handle objects to train muscle memory. The operator practices handling of parts in a simulation environment to make the movements routine. This is similar to you driving a car. You also no longer need to think where the turn signals are and which pedal is the brake; you just do it.
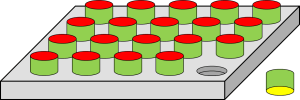 One such game is “Flip and Place.” There are 20 cylinders on a 40×30 cm board, each in its own 7mm deep indentation. One side of the cylinder is red, the other one is yellow. The goal is to flip them as fast as possible. To optimize your time you have to think about such mundane things as how to grab, hold, flip, and place the cylinder. One of the winning strategies is to pick up the cylinder with one hand, and place it with the other hand, flipping it during the handover process.
One such game is “Flip and Place.” There are 20 cylinders on a 40×30 cm board, each in its own 7mm deep indentation. One side of the cylinder is red, the other one is yellow. The goal is to flip them as fast as possible. To optimize your time you have to think about such mundane things as how to grab, hold, flip, and place the cylinder. One of the winning strategies is to pick up the cylinder with one hand, and place it with the other hand, flipping it during the handover process.
 Another game, the “Gromet Game,” aims to put 10 pegs of 5 different sizes (from XS to XL) into matching holes. The pegs have only a slight difference in size, but fit only in the hole of the matching size. Please note that they do not provide the helpful size diagram as shown in my image – you have to figure out yourself which peg goes where.
Another game, the “Gromet Game,” aims to put 10 pegs of 5 different sizes (from XS to XL) into matching holes. The pegs have only a slight difference in size, but fit only in the hole of the matching size. Please note that they do not provide the helpful size diagram as shown in my image – you have to figure out yourself which peg goes where.
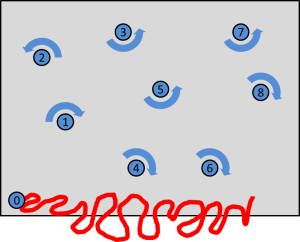 Yet another game is the “Rope Game.” On a 120cm wide board, 9 pegs are placed. The first peg is connected to a rope. All the other pegs have a number and a rotational direction. The goal is to wind the rope around the pegs in the correct direction as quickly as possible.
Yet another game is the “Rope Game.” On a 120cm wide board, 9 pegs are placed. The first peg is connected to a rope. All the other pegs have a number and a rotational direction. The goal is to wind the rope around the pegs in the correct direction as quickly as possible.
Overall, Toyota puts a lot of effort into training their people. This training is usually done NOT at the assembly line, but separately with close supervision. Toyota wants their operators to make the largest steps on the learning curve in the classroom, rather than by trial and error with real products for real customers. After all, you don’t want to buy a car from someone that has just assembled a car for the first time 😉 .
Operator Training at Scania
Scania, a large Swedish manufacturer of trucks and buses, also seems to be one of the few companies where operational excellence and lean thoughts are well implemented. During the European Lean Educators Conference 2015, I received a tour of their operator training area in Södertälje, near Stockholm. Since I was allowed to take pictures, I can show you their training in more detail than with Toyota.
Pipe Assembly Training

Trucks use a lot of pipes and hoses. There is a dedicated station on how to assemble these pipes.

First, the operator is shown all the things that can go wrong. Operators occasionally need to shorten the hoses. Often, they did this with simple tools like bolt cutters or knives. This resulted in somewhat squished cross sections, some small ridges, and possibly also a not-even cut. The picture shows squished cross sections from a bolt cutter on the top, and correct cross sections at the bottom.

The correct cross sections can be achieved easily using the correct tool. This tool (shown on the left) not only avoids squishing, but also ensures a perpendicular cut, both of which are difficult with bolt cutters (shown on the right).
Now, you may think that simply taking away all bolt cutters and telling the operators to use the right tool may suffice. It does not, at least not for an excellent company. Having experienced the difference makes it much more likely that the operator remembers the importance of using the correct tool.
Additionally, at the station, the haptics of assembling pipes are not simply explained; instead, they are experienced. At this training station, the operator also learns how a good connection feels, and how to distinguish it from a bad connection.
Cable Tie Training

At another station, the operator learns how to correctly attach cable ties. Again, this sounds simple, but there are many details to pay attention to, all of which are remembered better if experienced rather than heard. Hence, the operator first learns about different types of ties (heat resistant or not, specialty ties, etc.) and then practices using cable ties on different aluminum poles.
Again, the training starts with the things that can go wrong. If the cable tie is tied by hand, it will not be strong enough and can slip. In the picture you can see three cable ties, only one of which is properly tightened.

Cutting off the end of the tie is also difficult using a simple bolt cutter. There may be an edge sticking out. If the cut is not even, there may be a sharp edge that can scratch and injure a person. The image also shows the same three ties as before, only one of which is good.

To correctly tie the cable tie, a special tool is used (having the lovely Swedish name, buntband pistol). This tool not only applies the correct torque, but also cuts the remaining tie evenly.
Screws and Nuts Training

Finally, there is also a screws and nuts training station. With screws, one of the important things is the torque applied on the screw. As before, the operator first learns how NOT to do it.
In particular, the trainer asks the operator to apply a certain torque to the screws. The trainer measures the torque on a display out of view from the operator. As it turns out, the operator is usually far off the required torque, applying either too little or too much. This is often especially surprising to more experienced operators who thought they had the feeling for the correct torque.

Of course, this becomes much easier with a special torque wrench. However, even then it is possible to mess up. The torque wrench clicks when the correct torque is applied. However, if you continue to pull, it will exceed the torque. Similarly, if you “click” a few more times, you add more torque to the screw than necessary. Here again, the operator learns through experience.
Other Training Areas


Without much explanation, here is the logistics training area and the electrical contact training area at Scania. They use the same principle as the stations above.
Summary
In a truly good manufacturing company, attention to such tiny details can make the difference between average quality and exceptional quality. By providing operator training in a simulated environment, quality can be improved. Additionally, efficiency is also improved, since operators can be taught how to do things more efficiently and hence faster.
Yet, the above descriptions can give you only ideas on how to improve your own system. If you merely copy the above – regardless if Toyota or Scania – then again you are not paying attention to details. Your manufacturing system may have completely different needs and requirements, and the above may or may not match your needs. There are few shortcuts in lean. Don’t just copy the above stations; make your own journey.
However, there are a few things that will help. First, you should start by showing bad examples. Learning from mistakes is much easier than learning from good examples. You should also orient the training to the operator needs. It is easy to overload the operator with too many requirements, and you may end up with none being followed. This of course also requires that you understand what the critical points of the process are. Finally, you should mirror the training station as much as possible to the real line. Use the same tools and equipment, and try to make it as similar as possible.
As always, I hope these best practices I have seen at Toyota and Scania help you in your daily work. Now go out and organize your industry!
P. S. Many thanks to the kind people of Scania for their excellent tour of their training facilities! The photos are published with their kind permission. Also many thanks to Toyota for providing tours of their plants.
P.S. 2 A Russian translation by Valery can be found here: Обратите внимание на детали — обучение операторов на Toyota и Scaina
Interesting Article. I am in total agreement that learning from mistakes is faster and long lasting. To make it happen in a planned, safe and cost effective way is what we can learn from these examples of simulation.
B.Jayaraman
I will try to implement some training station in my company. But how is difficult to speak about training.
Good job Toyota, this not only talks to Quality but Safety too. Thanks for the post!
Interesting and informative post. Thx for sharing
Did Scania and Toyota fabricate their training benches in house? Is it possible to get more information on the equipment? What they are doing is exactly what we are looking for. Thanks for post
Hi Tony, I am not sure. However, I believe they are made in-house, using standard aluminum profiles and a bit of mechanical engineering. I would recommend to do them in house, so it fits exactly your needs and uses exactly your tools. It is probably cheaper that way, too.
The lack of proper upfront training is a HUGE issue at the plant I work at. Most jobs aren’t complicated, and the vast majority of the people have worked at the plant for upwards of five years and know what they are doing. The problems happen when someone new gets to man a station, gets all of five minutes of instruction and then gets left to their own devices. Frankly, it’s a significant safety issue here. We’ve had several injuries happen (no one went to the hospital, but the injuries were well above a scrape or a bruise) in just the last year I started working there simply because no one took the time to explain to the FNG what to watch out for. Aside from safety, quality issues also crop up along with a lot of new guys working either too slowly or tiring out way too fast due to not knowing how to work efficiently (though ergonomics do come into play here).
Unfortunately, we are very shortstaffed and the turnover among the new guys is pretty high, as well. It does present an ugly dilemma: Is it worthwhile to take an experienced team member off the line for, say, four hours to train the new guy if there is a distinct possibility that the new guy will quit the next week?
That sounds like a serious injury in waiting. According to the Heinrich Accident Triangle around 300 near misses means you probably have around 29 minor accidents. 29 minor accidents statistically mean one serious accident. It is probably just a matter of time until something serious will happen, and one of your guys will get hurt bad. How much training can you afford if you don’t have to pay someone for losing a hand? That is the serious & major problem you have. The next problem (still serious, but dwarfs the safety one): Why is morale so low that people leave in droves? Please try to change something, and try not to get hurt!
Well, I wish I had enough authority to affect some real and positive changes where I work at. But for now I’m just a line operator (though I already feel guys looking up to me and get to be the acting team lead for some areas whenever the lead isn’t around).
Just the other day, I got to drive a team of three guys all new to the area. I thought it was going to be an easy day… I took advantage of the waiting time to train the guys how to do the job properly and efficiently. Let’s just say that a couple hours later I was glad that the machines are working slower than we do. ?
Safety-wise, there are many issues there. First off, most of the operators at our plant are Mexican-American. In that culture, working safely isn’t very macho, and if the boss says to keep working in unsafe conditions, you just do it. Plus most of guys have been at the plant for 5+ years, so they know all of the hazards around the plant. At least I took advantage of the extended cleanup time today to make one of the areas a lot safer than it was 8hrs ago
The morale is mixed. The platoon is holding together for now, but hiring and retaining new team members is a problem. The wages are way too low to reflect the fact that our work isn’t the kind that any Joe, Jane, and Dick off the street could do. We’ve been using temp agencies for that, but the turnover is horrible (as in a guy comes in in the morning, works, and doesn’t come back after the lunch break). The only temps that are doing OK are the ones who get paid more than the plant leads that have been with the company for 10+ years. Things are serviceable for now, but the company will definitely hit the proverbial brick wall 10 years out unless something changes for the better.
Sorry for the long reply. Had to vent.
No problem, thanks for the long comments. As for training, I find the (70 years old but still excellent) Training within Industry Job Instructions a good structure.
Myself and one other engineer have been tasked with setting up a training facility to train new hires on our business. We work in aerospace life support, making oxygen generators and such.
The initial concept for the training facility was a U-shaped organization of modules, with one leg being “basic”, one “core”, and one “advanced”, each with 6 to 8 stations.
I’ve been interviewing operators in each of our focus factories to find out what topics they’d like to see new employees trained on. Working on compiling that now. Our first deadline is March 7th, to have a proposal put together.
This is basically a green field project, there are very few constraints on how we set this up. We’d like it to be world class training, and your article above is a huge help to us. Thanks for publishing it, this came at the perfect time.
One of the main things that everyone said was that new employees need to be able to read a drawing.
What would you suggest for training this skill?
Hi Zak, and thanks for the compliments! The employees need to get a “feeling” for the product. A lot of the training described above is to help them with that. It is a bit easier for high volume low mix (e.g. at the Toyota assembly line they don’t need to read drawings), but it sounds like you have low volume high mix – which is surprising to me, since the oxygen generators (the things that provide oxygen to the masks that fall down from overhead, right?) should be hundreds or thousands of identical products. Maybe it could help to improve your work instructions, maybe you don’t need drawings in the first place?
I think first impressions count a lot. Show and train the correct way first. Then show how things can go wrong. Why do I feel this way? In grade school I had a teacher used a hand out of commonly misspelled words to start the class. I dutifully would read the hand out. Then on the blackboard she would show us the correct spelling. Too late, the handout was imprinted on my brain. Well, this may be a bad example of teaching spelling, but I hope you see what I’m suggesting.
Now when you work on your own (in discovery mode) I do agree you often learn a lot from mistakes. But that method works as you later learn of your mistake and have to fix it.
I think you see the difference.
Good point, and nice example on spelling. My spelling is totally confused, since I write in German and English, and frequently mix up grammar and spelling rules. Many thanks to my spellchecker Christy Distler, btw.
Visited Toyota at their Deeside engine plant and saw the dojo where several of these training exercises were used. Sadly photos are not allowed but very impressive. They organise visits from £250 via https://tlmc.toyotauk.com
Interesting article.
Currently I visited Toyota India training center to get a feel of Dojo.
First thing that was told to me was to “Unlearn to Learn” keeping aside 28 years of work exp, ego, expertise at bay.
Wearing the shoes of a highschool student and learning dojo way of training manufacturing details though cumbersome but exciting and will go a long way to train new joinees.
Thanks for sharing all your experiences on model Dojo
Excellent article! The writer walks the talk. He did a good job in putting credible details for the reader’s appreciation. Thanks!
Many thanks to all for the praise 🙂
Hey! Wonderful article and learnt a lot. We are trying to implement a SWE at our workplace too. We fabricate wind mill towers and are having a hard time in finding a simulation which will best match our product and process. But got some ideas on how to execute a training from your article. Thanks !