
 Assembly needs lots of parts. Especially if you have larger parts, you may find that you are running out of space to put them. Fear not, there are a number of things that you can do to solve this problem. This post will present you with all the solutions (that I know) to remedy a space shortage in assembly.
Assembly needs lots of parts. Especially if you have larger parts, you may find that you are running out of space to put them. Fear not, there are a number of things that you can do to solve this problem. This post will present you with all the solutions (that I know) to remedy a space shortage in assembly.
Introduction
Space around the assembly location is most precious. The closer you can put your stations together, the more efficient they will be (up to a limit, of course). A lack of space usually stems from too much material around the station. In this short series I will present you twelve ways to reduce space around your assembly. I would like to split the following remedies into two (related) groups, differentiating if you have too much material overall or if you need more front space for the operator. Remedies for the latter often improve overall floor space usage as well. Surely there must be one solution that helps you with your space problem.
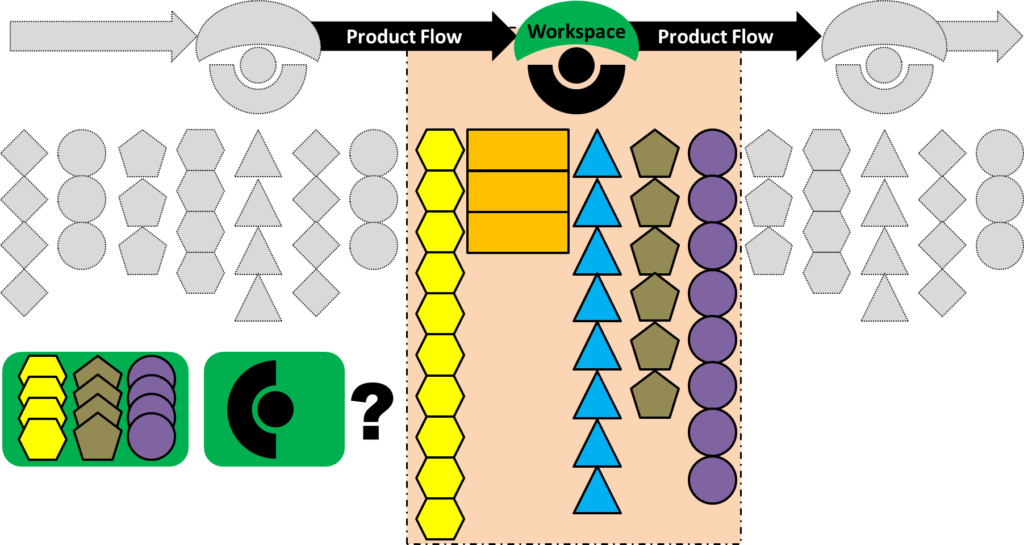
For an initial situation, assume you have an assembly location as part of a larger assembly line as shown below. The station needs quite a bit of material , putting it quite a bit apart from the adjacent stations and maybe even causing space problems elsewhere (in the image, illustrated by a milk run that cannot pass due to the pile of material).
Let’s first have a look at how to rearrange the overall pile of material, or even reduce the quantity of material. The first few ideas simply rearrange the material, but latter ideas reduce overall material.
Move Stations Farther Apart
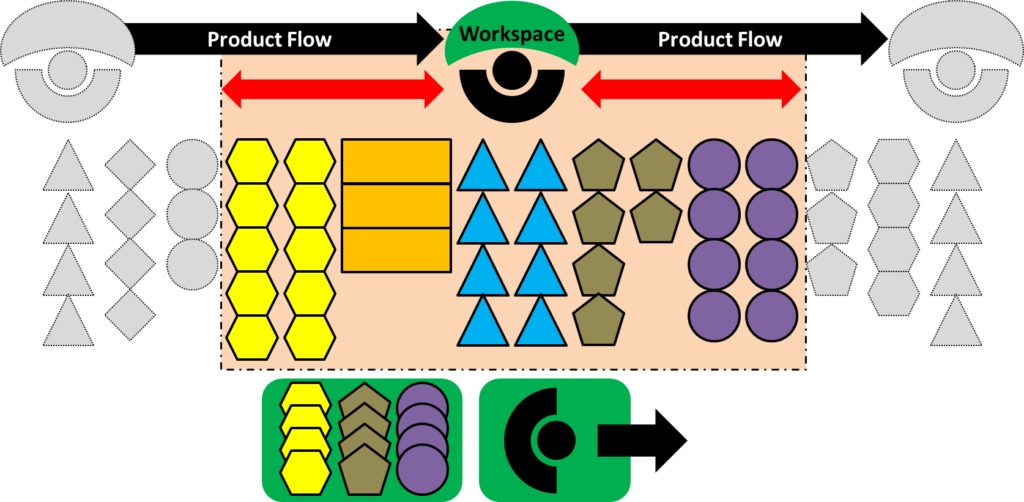
The first solution is quite simple. If there is not enough space for the material at the station, move the stations farther apart as shown in the image below. Of course, this does not reduce the overall quantity of material, nor reduce overall use of space. It also puts the assembly stations even farther apart, making the material and information flow between the stations trickier. You simply exchange space in the back of the assembly station for space to the sides of the assembly station. Yet, the space to the sides of the station is usually more valuable than the space in the back. Therefore, this is usually not a good solution, but may help you in a pinch.
Store Material Elsewhere
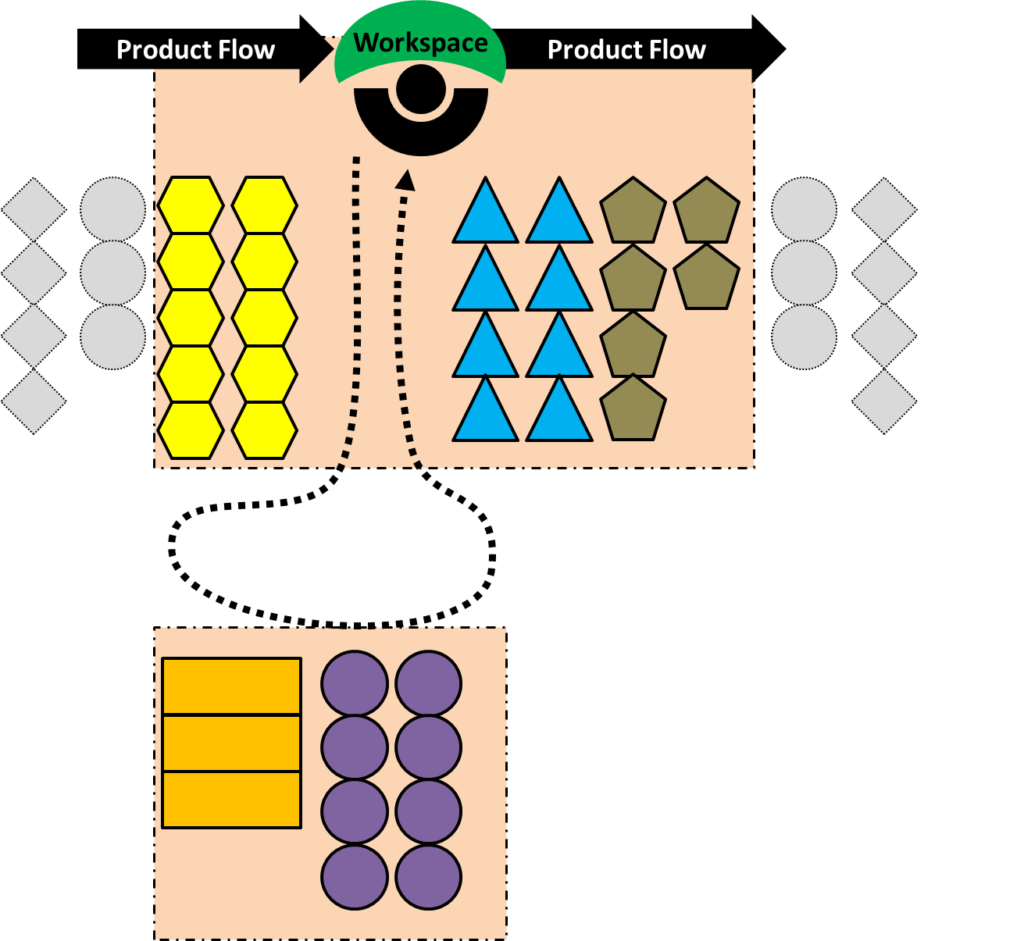
Another option is to move material to another space where it is not in the way, as shown below. Yet this is also a less desirable solution because now the worker has to walk to get the material. Even if you put the least frequently used material elsewhere (which you should do), the worker will have additional walking distance and hence additional waste.
This additional work may even be outside of his normal cycle if he has to do it only for some products but not for others. In general, we try to split the work into cyclic work (happens for every product) and noncyclic work (happens occasionally). A worker should be doing either one or the other, but ideally not both.
This additional delay due to walking may also cause problems for the entire line if the worker now has more work than the line takt allows and other workers have to wait for the worker to complete his tasks. Hence, this is also not an ideal solution, as it does not reduce the material. But as the previous idea, it may help you in a pinch.
Point-of-Use Provider
As mentioned above, lean manufacturing aims to keep noncyclical work away from cyclical work. If the assembly worker does the cyclical assembly work, then someone else should do the noncyclical work. With respect to material supply, this is exactly the idea of a point-of-use provider (POU).
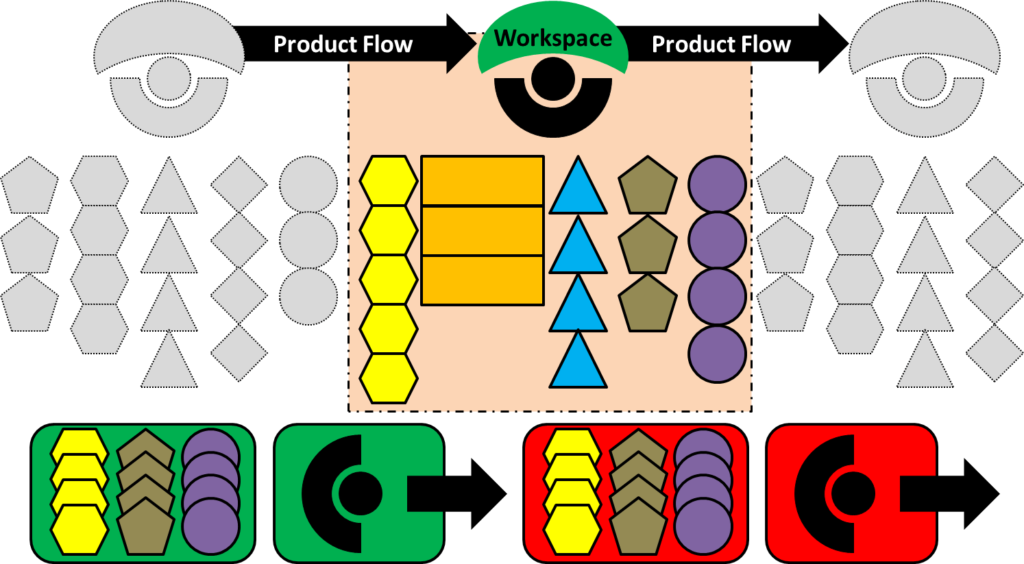
A point-of-use provider is a worker who does mostly the material support for other workers. It is noncyclic (hence not a milk run) and for short distances only (hence not a forklift). In practice, it is usually one worker assigned to an assembly cell that makes sure all of his assembly cell teammates have all the material they need. This is illustrated in the image below for a point-of-use provider supplying one worker, but in reality he would of course be supplying multiple workers.
![]()
Usually, the point-of-use provider receives his material from an intermediate supermarket (often supplied from the central warehouse through a milk run) and distributes this as needed along the assembly cell. He is in close contact with his assembly cell teammates and part of their team. It is often a more experienced team supervisor that not only supplies materials but also helps in case of problems and other issues. He can also stand in for a worker if the worker needs to go to the toilet to keep the line running smoothly.
I have seen point-of-use providers used very effectively for many assembly cells and believe that this is a good way to take pressure off an assembly cell. Of course, you would need an extra worker, but the resulting gain in efficiency is often worth it.
Increase Delivery Frequency
You could also increase the delivery frequency of your material supply from the central warehouse. This is illustrated in the image below by a second milk run. If the assembly worker needs ten parts per hour, you could keep ten parts (plus safety) on site with a milk run every sixty minutes, or keep only five parts (plus safety) on site with a milk run every thirty minutes.
Increasing delivery frequency not only rearranges the material around your workplace, but actually reduces the overall material quantity and hence the required space. You don’t even merely push the material back to the central warehouse, but instead slightly reduce the quantity of material there too. Rather than keeping ten parts in the warehouse available for the hourly milk run, you need to have only five parts for the twice-hourly milk run. But this probably pales compared to the 1,680 parts you have sitting around due to the weekly truck from your supplier.
Overall, you buy your reduced material quantity on site with an increased delivery schedule, and a potentially slightly increased overall delivery workload. The work for delivering material won’t be twice as much since every milk run now has only half the material, but it is an increase in work content. Yet often this is worth it. One vision in lean is, after all, a one-piece flow, and increasing delivery frequencies moves in that direction. For a nice example of one-piece flow in material supply for assembly, see my post Toyota’s and Denso’s Relentless Quest for Lot Size One!
Just in Time
 This increase in delivery frequency can be pushed even one step further: Deliver Just in Time (JIT)! Bring the material from the central warehouse exactly when the worker needs it. This way you have (almost) no material at the actual work location.
This increase in delivery frequency can be pushed even one step further: Deliver Just in Time (JIT)! Bring the material from the central warehouse exactly when the worker needs it. This way you have (almost) no material at the actual work location.
Of course, this is easier said than done, as Just in Time is not easy. You would, among other things, have to reduce fluctuations in your value stream. Generally speaking, reducing fluctuations reduces your required buffer inventories, and hence you need for space around your workstation.
This post looked at how to rearrange or reduce the overall pile of material. In my next post I will continue by showing you ways to reduce the front space needed facing the worker. Most of these methods also rearrange or reduce the piles or material, but aim at using less space facing the worker. Now, go out, reduce the material problem around your assembly stations, and organize your industry!
Hi Cristoph,
Another way I have seen is to have the workspace(s) moving along the materials. The materials are provided with a Kanban where the operator of the workstation also “carries along” the Kanban cards. Special tools are also available next to the materials as are assembly instructions. Of course this is more easy with smaller end products however it seems doable with larger end products as well.
Barry: Nice idea. This would be like an automotive assembly line, where the car moves along a “street lined with material on both sides”.
Hi Christoph,
Related to above article, in our case there are 4h batch production in one assembley line, and currently not produced version material should be stored somewhere (in our case beside the line);
Could you in near future put your examples how to store “currently not in production” material, which needs to be changed within 8 to 10 minutes (SMED time); what are options and what are pluses and minuses.
In any case, thanks for always interesting subjects.
Matjaz
Hi Christoph,
Related to above article, in our case there are 4h batch production in one assembley line, and currently not produced version material should be stored somewhere (in our case beside the line);
Could you in near future put your examples how to store “currently not in production” material, which needs to be changed within 8 to 10 minutes (SMED time); what are options and what are pluses and minuses.
In any case, thanks for always interesting subjects.
Matjaz
Hi Matjaz, this example is coming up in the next post (on Tuesday), with the topic “Movable Shelves”. I used this myself, but it is more of an emergency measure, and I don’t think this is a good solution. There are some alternatives also in the next post. Hope they help, Chris.