
 As part of the APMS Conference 2018, we visited the Hyundai Mobis Asan plant in South Korea. They are a good example of supplying parts just in time to the nearby Hyundai plant. The site also had some other nice features. Let me show you the details:
As part of the APMS Conference 2018, we visited the Hyundai Mobis Asan plant in South Korea. They are a good example of supplying parts just in time to the nearby Hyundai plant. The site also had some other nice features. Let me show you the details:
About Hyundai Mobis
![]() Hyundai Mobis was founded in 1977 and is a major parts supplier for Hyundai, Genesis, and Kia. It belongs to the Hyundai Group and is one of the largest automotive suppliers worldwide (#6 in 2015) with 25,000 employees. The Mobis stands for mobile systems. Its production base is mostly in South Korea, but they also have plants in China, North America, and Europe.
Hyundai Mobis was founded in 1977 and is a major parts supplier for Hyundai, Genesis, and Kia. It belongs to the Hyundai Group and is one of the largest automotive suppliers worldwide (#6 in 2015) with 25,000 employees. The Mobis stands for mobile systems. Its production base is mostly in South Korea, but they also have plants in China, North America, and Europe.
Some Statistics
Our visit was to the Asan factory located some 80 km south of Seoul. There are 332 employees in the Asan plant. The plant works sixteen hours per day in two shifts, producing chassis modules (front and rear, shown in the top row below), front end modules (bottom left), and cockpits (bottom right) for Hyundai Motor. These are produced with a large number of variants matching the exact demand and its sequence from the Hyundai main plant.

Just in Time and Just in Sequence (JIT and JIS)
Hyundai Mobis had a very tightly integrated Just in Time and Just in Sequence system. This stretches from their suppliers through the entire plant to the customer, the Hyundai Motor Asan plant.
Supplier Integration
The suppliers of Mobis were closely connected. The table below shows the number of suppliers and components as well as the annual production quantity.
| Module | Suppliers | Components | Annual Quantity |
|---|---|---|---|
| Chassis Modules | 45 | 57 | 250,000 |
| Front End | 23 | 28 | (forgot to write down) |
| Cockpit | 30 | 44 | 252,500 |
I checked the dates on the paper accompanying thirty different materials, and on average they were one day old. Some material was delivered on the same day. No material that I saw was older than two days. Compare this with your plant! However, to be fair they do some repacking of the suppliers, in a warehouse, to optimize efficiency (more below). Hence, the zero to two days may be only from the warehouse. Even so, this is a pretty tightly run ship. The material from the suppliers is delivered by milk run, and they have a two-hour inventory on site, similar to Toyota.
In-House Material Flow
The in-house material supply was mostly by automated guided vehicles (AGV), although there also was some overhead and below-ground transport of material and empty workpiece carriers. The AGV are custom commercial AGV rather than the converted golf carts that you may see in Japan. As such, it came with a substantial price tag of around 300,000 € for the entire system. At the assembly lines themselves, critical material was handled using pick-by-light. The material inventories all looked small to me, similar to Toyota. As it is common sense in lean, expensive materials were tightly controlled. Inexpensive bulk material like screws, on the other hand, were plentiful. You do not want to turn off your plant for the lack of a twelve-cent screw!
The Loading Dock
One particular feature was the loading dock, which uses an approach that I have never seen before. The parts come from the assembly line just in time and just in sequence, automatically move into a small buffer, still in sequence, and then automatically are loaded into the trucks. No human hand touches the material or even the workpiece carriers.
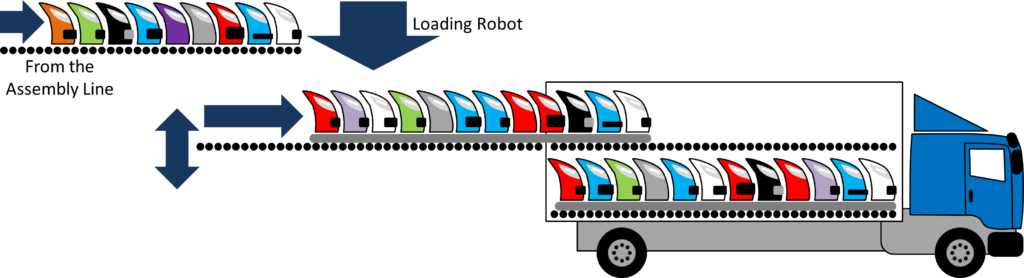
The material arrives just in sequence from the assembly line (overhead to cross an AGV and pedestrian path in the plant). A loading robot moves the material on a customized workpiece carrier. The image shows the example for the front end modules, but I have also seen a second dock for the cockpits, and I believe there is a third for the chassis modules. Whenever the customized workpiece carrier is full (twelve front ends or seven chassis), it moves up/down to align with the truck and is pushed into the truck. The truck has capacity for two layers of modules.
Once the truck is full, it departs immediately. The driver does not even go out to close the doors – this is done by two assistants outside, and is also the only manual part of the loading process. There are twenty-four trucks for chassis and front ends each per shift. While we were not allowed to take pictures in the plant (and I always respect these wishes of my hosts), we could take pictures outside. Below is the truck with the doors already closed and departing. Please also note that this is not a huge truck, but only a medium-sized vehicle. In the spirit of lean, Hyundai prefers more smaller trucks rather than fewer big ones.

On the Way to Hyundai
All products of Hyundai Mobis go to the Hyundai Asan plant. This plant is 12 km away from Hyundai Mobis, which is typically a twenty-four minute drive. They have a primary route that they use, but depending on traffic conditions they have two alternative routes to bypass possible congestion (on a side note, Google Maps legally cannot give driving directions in South Korea, which is my preferred way to avoid congestion).

The table below shows the statistics on the approximate production and delivery time and WIP inventory as well as the safety buffer (also in time and inventory). Hence, Mobis seems to be indeed tightly integrated with the main plant. Especially for cockpits, the time buffer is quite tight.
| Module | Production & Delivery | Safety Buffer |
|---|---|---|
| Chassis Modules | 97 min / 89 Pieces | 45 min / 41 Pieces |
| Front End | 81 min / 74 Pieces | 122 min / 112 Pieces |
| Cockpit | 85 min / 78 Pieces | 16 min / 15 Pieces |
Other Observations
 Overall, the plant was very clean (almost too clean), and everything was marked nicely in the spirit of 5S. The equipment also looked very new, or at least well maintained. A lot of andon showed information about the status of the line and the processes, and work instructions were displayed on monitors at the stations. One andon was even in the office.
Overall, the plant was very clean (almost too clean), and everything was marked nicely in the spirit of 5S. The equipment also looked very new, or at least well maintained. A lot of andon showed information about the status of the line and the processes, and work instructions were displayed on monitors at the stations. One andon was even in the office.
Two surprising features were a gym for the employees and the large number of plants in the factory (the in-plant plants 🙂 ). And I am not talking a measly small daisy in an egg cup, but multiple rather large flowerbeds up to the size of twin mattresses next to each line. And almost all of the plants were even real, only a few plastic ones. Of course, all were properly marked with 5S lines on the floor. Most of them were close to the break areas, of which there were also multiple tables per line.
One interesting trick was their customized material containers. While many plants use custom containers and boxes, Hyundai Mobis used a movable cart with a tilting shelf system. While this is also not absolutely unique, it is rare enough to warrant a small explanation as in the image below. When moving, the shelves are flipped down. Any parts in the shelf are secured through some rubber foam that pushes down on the parts. When the cart arrives at the destination, the top is flipped up, giving access to the first layer of parts. When this layer is consumed, the shelf is flipped up, giving access to the second layer, and so on. I found this quite a nice solution. Hyundai Mobis used this for smaller complex parts like the brake pad assemblies.
![]()
I also looked at their assembly line efficiency, similar to what I did during my Grand Tour of Japanese Automotive. Here, it was not overly spectacular, with the workers at the chassis modules adding value 52% of their time, and 53% at the cockpit line. Nevertheless, ergonomics at the line was good, and many tools and devices assisted the workers in their task.
Overall, I liked the plant and its approaches to their problems. The JIT and JIS seemed to be working well (which cannot be said of all plants that claim to do JIT and JIS). It was the first time that I have seen their approach at the loading dock – although this is useful only if you make lots of almost-identical parts for the same customer.
I hope this report from the shop floor was interesting to you, and maybe gave you some inspiration for your own plant. Now, go out, get your material flow structured, and organize your industry!
Hello Christ,
We have similar types of loading docks but the implementation of this kind of solutions always depend on the final customer. CAPEX can be quite significant. We have also experience loading trucks with LGV but the tricky part is the takt of the customer and the back up concept.
I look forward to all your posts…keep them coming.
Hi Freddy, thanks for the input. Yes, it looked very expensive. I also agree that getting the scheduling right may even be the bigger challenge here.