
 During Winter 2017–2018, I spent five months in Japan. As part of this visit, I was able to visit factories of all seven Japanese car makers as part of my Grand Tour of Japanese Automotive Plants.
During Winter 2017–2018, I spent five months in Japan. As part of this visit, I was able to visit factories of all seven Japanese car makers as part of my Grand Tour of Japanese Automotive Plants.
This was extremely insightful, and I learned a lot about the differences between the Japanese car makers. Let me give you an overview and some details on Toyota plants before firing off a series of blog posts on the different Japanese automotive companies.
The Grand Tour of Japanese Automotive Plants
One of the joys of being a professor is the possibility of a sabbatical every few years. This allows us to take half a year off to do research and study (and I would like to thank all German taxpayers for enabling me this great opportunity 🙂 ). Naturally, I went to my favorite lean playground, Japan. I was working together with my Mentor Prof. Nakano at the SMD Laboratory at Keio University, Hiyoshi Campus, Yokohama, Japan.
Among many other things, I was able to visit almost fifty different plants all over Japan. While I also visited steel mills, food-processing plants, refineries, logistic terminals, machine tool makers, and many other plants, my focus was on automotive. On my grand tour of Japanese automotive, I was able to visit numerous car factories from all major Japanese car makers: Toyota, Nissan, Honda, Mitsubishi, Mazda, Suzuki, and Subaru!
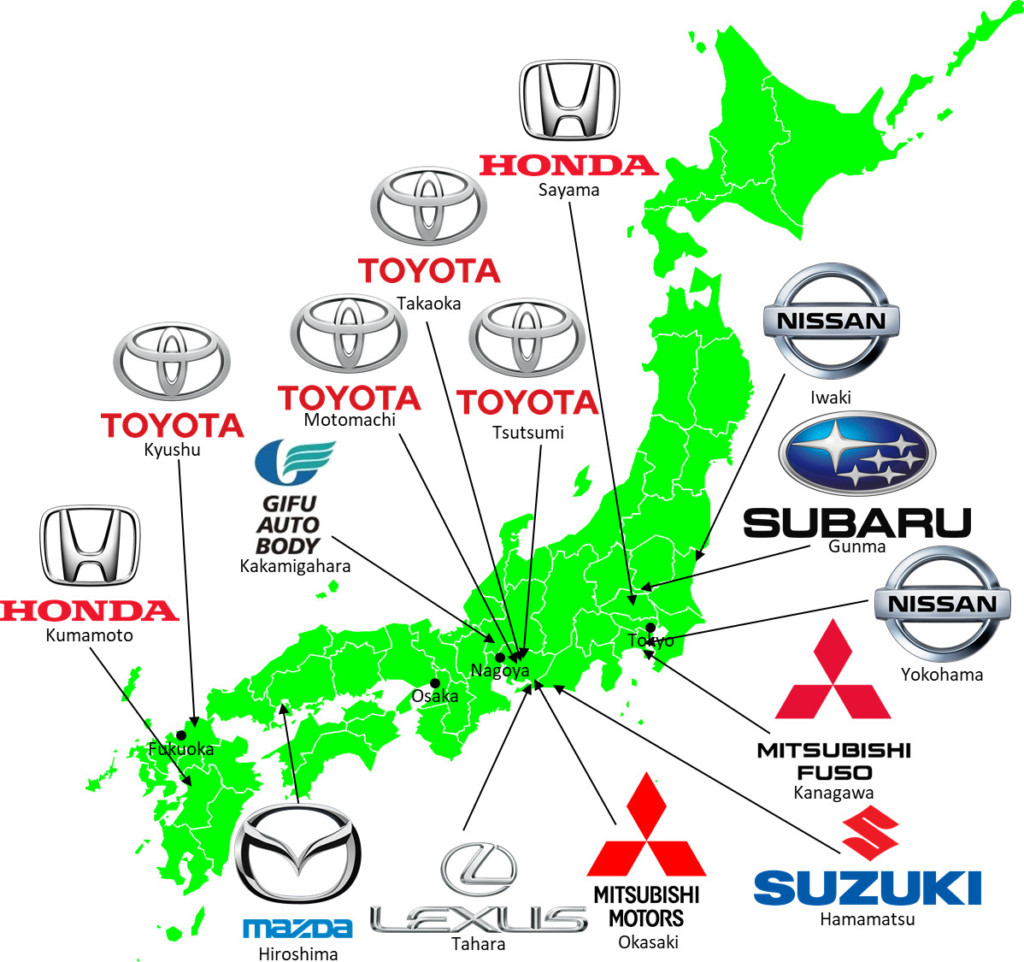
Overall I visited the following plants belonging or connected to the major car makers, plus a number of smaller suppliers (not mentioned below).
- Toyota: Takaoka (3x), Tsutsumi, Motomachi, Tahara (2x), Kyushu, and Gifu Auto Body
- Nissan: Yokohama and Iwaki (both engine plants)
- Honda: Sayama and Kumamoto (motorcycles)
- Mitsubishi: Okasaki (now Renault-Nissan-Mitsubishi) and Mitsubishi Fuso trucks, Kanagawa (now owned by Daimler)
- Mazda: Hiroshima
- Suzuki: Hamamatsu
- Subaru: Gunma Honkojo
Update: A video of a presentation of mine on this sabbatical with English subtitles is now online:
Comparison
During my tours, I collected data on the different plants. The qualitative information will be shown in subsequent posts for different car makers. Here, however, is a short quantitative comparison. Importantly, there is much less exchange of knowledge among the different car makers in Japan compared to Europe or the USA. In Europe and the USA, it is common that employees leave one company and join another, and subsequently their knowledge moves to another company too. In case of top executives, this knowledge can even be a truckload of confidential documents (Ignacio Lopez apparently took along twenty cartons of confidential documents when he changed from GM to Volkswagen).
 In Japan, however, it is highly uncommon to switch companies, especially for employees of large companies. Doing so would probably put them again at the very bottom of the hierarchy and salary. Large companies prefer to hire employees directly from university or school, and then form them throughout their careers (see e.g., Consistency at Toyota – The Board of Directors of the Toyota Motor Company).
In Japan, however, it is highly uncommon to switch companies, especially for employees of large companies. Doing so would probably put them again at the very bottom of the hierarchy and salary. Large companies prefer to hire employees directly from university or school, and then form them throughout their careers (see e.g., Consistency at Toyota – The Board of Directors of the Toyota Motor Company).
There are few exceptions. The CEO of Suzuki apparently worked for Denso (Toyota group) when he was younger, and picked up some ideas from the Toyota Production System. Smaller car companies also sometimes use the same suppliers as larger ones (again Suzuki close to Toyota City). And when Carlos Ghosn disbanded the Nissan keiretsu (Japanese industry groups of different legally independent companies that are closely connected through both mutual shareholding and business relation), a lot of suppliers had to turn to other customers to survive, leading to some more exchange of information. But overall, there is little overlap and exchange between car companies. Hence, many of them have their own distinctive style.
Size
Japan is one of the major nations with respect to automotive production. Below is an overview of the world vehicle production in 2016, arranged by maker (this includes not only cars but also trucks and other commercial vehicles) (Source: OICA).
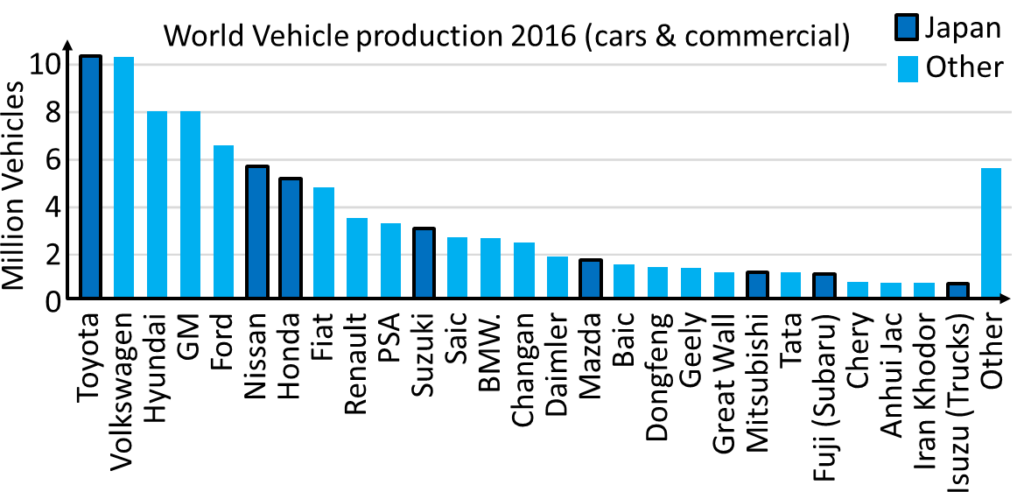
Overall, Japanese automotive makers produce 28 million vehicles worldwide, around 30% of the total world production of 94 million. Within Japan itself, 9.2 million vehicles were produced, or around 10% of the world production. The largest car maker in 2016 was Toyota, but since then it has been overtaken first by Volkswagen and then by the newly formed Renault–Nissan–Mitsubishi alliance.
Efficiency
I estimate efficiency by counting how many workers I see adding value and how many don’t at the moment I look at them. This gives me a rough estimate how much time the worker spends actually adding value, and how much is waste (walking, waiting, transporting, etc.).
Below is the overview of these plant visits, with the efficiencies in different plants of different groups. All measurements are for assembly lines, either sub-assembly lines (dashboard, engine, axle) or final assembly lines (final cars, except Honda Kumamoto for motorbikes and Mitsubishi Kawasaki for trucks, the latter with a much higher variety and lower takt time). The graph also shows the weighted averages for a group as well as the overall weighted average (although this is slightly biased toward Toyota since I visited more Toyota plants).

It can be clearly seen that Toyota and Nissan are the top-performing plants, where the worker spends a whopping 70% of his time actually adding value. I was actually a bit surprised that Nissan exceeds Toyota here, even though the top performing plant is Toyota Tsutsumi. Mazda and Suzuki are somewhere in the middle. Mitsubishi, Honda, and Subaru are the least-efficient plants, where the worker spends less than half of their time adding value. A worker at a good Toyota plant creates twice as much value than at a not-so-good Mitsubishi or Subaru plant.
Team Size
Part of the reason why both Toyota and Nissan excel with their work performance may be their support structure. The team leader is the first responder for whatever problems pop up at the workplace. However, the more team members a team leader has to support, the less effective will this support be.
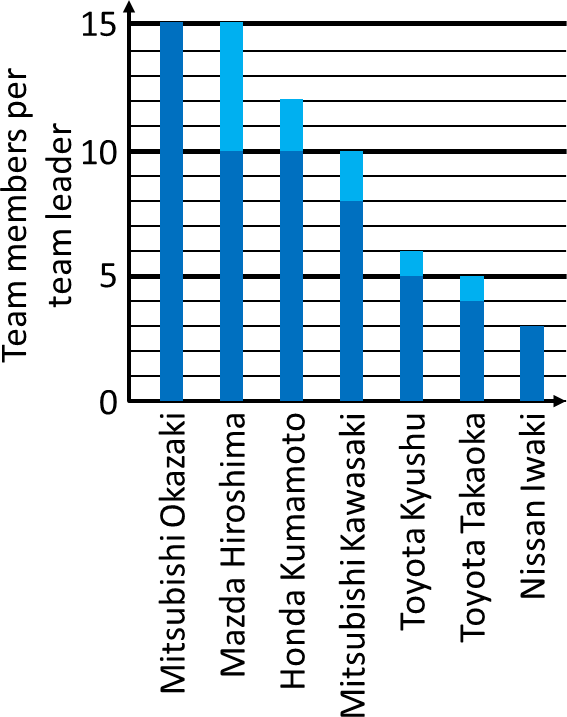
Toyota and Nissan have both very small team sizes, and a team leader is in charge of three to six workers at Nissan and Toyota. At the other end, Mitsubishi, Mazda, and Honda have around ten to fifteen workers per leader. In the worst case, a team leader at Mitsubishi has to take care of five times as many people than at Nissan. As a result, the support is spread pretty thin, and problems are more likely to escalate before they can get resolved.
Working Times
It was also interesting to look at the work times of the different plants as shown in the graph below. Some plants had only one shift (Mitsubishi Fuso, Nissan Iwaki). Work around the clock was only at the Honda Kumamoto and Sayama plant, with an overlap between the shifts for a handover, and the casting operation at Nissan Iwaki, with four days on and two days off shift (you can’t really turn off a casting operation, and most casting plants work twenty-four hours).
Interesting are the two patterns with two shifts. Most car makers, except Toyota and Subaru, have optimized their shifts to benefit the work. They maximized the gap between the shifts to have the maximum availability for overtime and maintenance. Toyota previously did this too, but ran into big problems. Working the graveyard shift past midnight is extremely demanding for the workers, as these work times clash with the human biorhythm. This resulted in an enormous turnover for Toyota, and hence they changed it to maximize the gap between shifts after midnight (see Toyota Employee Relationship Crisis and Countermeasures 1990s). All Toyota assembly employees can rest at night, unlike their colleagues from the competition.
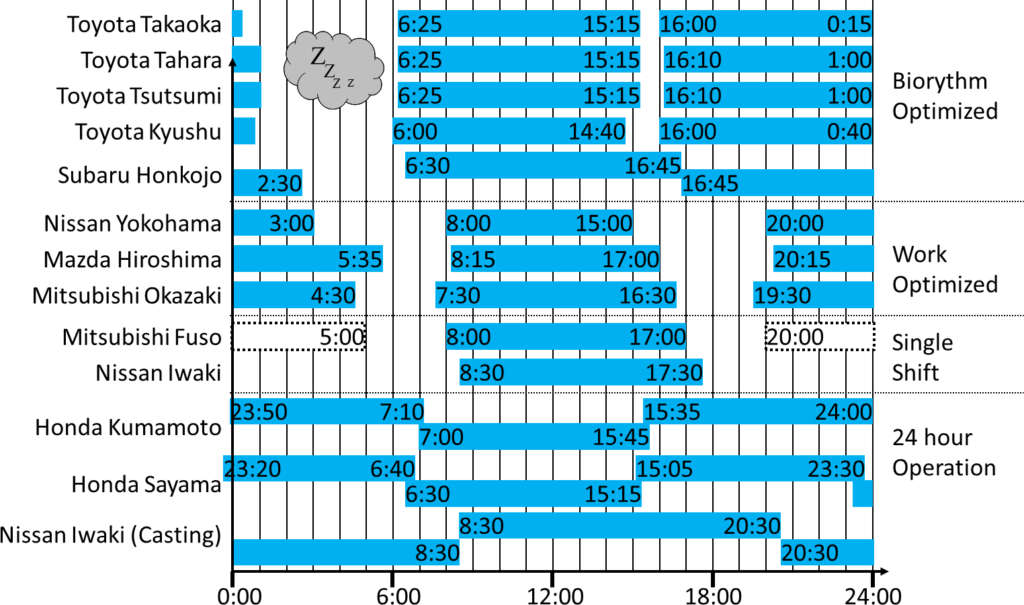
The shift duration also varied considerably, from seven hours (including breaks) at Nissan Yokohama to over ten hours at Subaru.
Labor Force
I was also looking a little bit into the gender structure of the workforce. Assembly is often a physically demanding job with constant time pressure (the takt time is anywhere between 40 seconds (Honda Sayama) and 178 seconds (Gifu Auto Body), with most lines using a 60-second takt. Combined with cultural norms, most plants have only 3% to 5% female workers. I did observe some female workers, and they seem to be doing the same job as their male colleagues.
I was particularly impressed by one woman who installed the interior roof into cars. She lifted the heavy and large part all by herself out of the supply rack, carried it to the car, and together with another worker installed the roof inside of the car. That is a job I would have difficulties with at twice her weight (rounded, but I am not telling you if up or down 🙂 ).
Toyota Specific Information
The next few blog posts contain more specific information on Nissan, Honda, Mitsubishi, Mazda, Suzuki, and Subaru plants. I was considering writing a similar blog post on Toyota, but then, my entire blog is mostly on Toyota. I have posts on The Toyota Employee Evaluation System, Anatomy of the Toyota Kanban, Toyota’s and Denso’s Relentless Quest for Lot Size One, Operator Training at Toyota and Scania, Toyota Employee Relationship Crisis and Countermeasures 1990s, and the Evolution of Toyota Assembly Line Layout to name just a few.
Changes at Toyota

However, there are a few changes within the company. The current president, Akio Toyoda, grandson of Kiichiro Toyoda and president of Toyota Motors since 2009, is quite controversial. While some of my contacts think he is the right man for the job, others believe he is destroying the culture unique to Toyota. This worrisome change started around ten years ago when Akio became CEO.
Apparently, Akio Toyoda does not like disagreement and is creating a culture of “Yes”-men. Disagreement in upper management quickly ends careers. In fact, managers at Toyota Motors can nowadays quickly fall from grace for minor and subjective issues. One of my contacts compared the situation to “North Korea” (although this may be an exaggeration, as I doubt Toyota has a Gulag for managers fallen from grace).
Other companies are becoming more reluctant to share info with Toyota, even companies within the Toyota group. The formerly free exchange of people within the Toyota group is also slowing down, as some Toyota group companies are reluctant to send their people to Toyota Motors, least they be corrupted by the culture at Toyota. Toyota itself also seems to be hiring more selfish people (see my previous post on that).
Akio also seems to put much more emphasis on product development than on production. While previously these two departments had equal power, nowadays production management is falling behind, receiving less budget, personnel, and attention. It is also more difficult to make a career out of production. There are not many directors left that come from production. I have been told that as a result, the production performance suffers.
If I look at my own data, I can also see a minor decrease in performance. The inbound warehouse nowadays seems to be a bit more crowded than five or ten years ago. An over-the-thumb estimation of the inventory reach also showed that the quantity of inbound material increased from two hours to three hours. The performance of the workers at the final assembly line decreased from 70% to 90% value-adding time to 60% to 80% value-adding time – although this still outperforms any other plants I have seen. But overall, yes, Toyota seems to slowly degrade its essence and culture.
If You Want to Follow in My Footsteps …

Toyota is, besides Mazda, the only Japanese car maker offering English-language factory tours. The tours are organized through and start and end at their Toyota Kaikan Museum. This visits usually either the Tsutsumi, Takaoka, or Motomachi plant, where you walk on elevated walkways through the factory. At this point I would also like to give thanks to the charming team at the Toyota Kaikan. The ladies conducting the tour also said that they liked my blog, and that they learned more about kanban from it … which … which can mean only one thing … I am teaching Toyota about Kanban! … I think I should put this on my resume … 😎

Many other Toyota plants offer tours in Japanese, (e.g., Kyushu or Tahara – both Lexus). In Kyushu you are also on elevated walkways, but in Tahara you walk on the actual shop floor. The Kyushu plant stands out for being far away from the Toyota headquarters in Toyota City. While most Toyota plants feel the same, Kyushu seems to have developed its independent style. A lot of innovations in Toyota originate from Kyushu, maybe because due to the distance, it is less exposed to the corporate norms and politics than the other plants. The J. D. Powers survey since 2009 consistently considers Kyushu among the top five car plants in the world. Many thanks also to the other plants for providing such tours.
Another tour of the Gifu Auto Body plant was done through the C2U Lean Leadership Training in Japan. For tours of the other car makers, see my subsequent blog posts. Until then, go out, and organize your industry!
Series Overview
- The Grand Tour of Japanese Automotive – Overview and Toyota
- The Grand Tour of Japanese Automotive – Nissan
- The Grand Tour of Japanese Automotive – Honda Sayama
- The Grand Tour of Japanese Automotive – Honda Kumamoto
- The Grand Tour of Japanese Automotive – Mitsubishi
- The Grand Tour of Japanese Automotive – Mazda
- The Grand Tour of Japanese Automotive – Suzuki
- The Grand Tour of Japanese Automotive – Subaru
Christoph. Very interesting articles you have been posting. I was the planning manager and productivity manager for the Georgetown KY start up. This had the benefit of spending lots of time with Fuji Cho who was our site president. I believed he understood Western Culture better than most Americans. He was a great listener and teacher and we always discussed what was learned during the many trips to Toyota in Japan. Later, after returning to GM I had the chance to meet with Akio Toyoda at NUUMI. He really grasped the cultural differences and we had a good discussion about how inflexible Toyota was in both good and not so good ways. I got the sense then that he was going to improve the ability for Toyota to be more nimble. In many ways that my contacts have reported and what you can see from the outside that the changes have been good. In other ways it is apparent that bad traits of Western organizations have crept in. Toyota receives lots of criticism for not keep up with electric car development. I have seen over the years that Toyota lets others go through the development and then when they join in it is always an improvement. Time will tell on the overall impact that Akio has on the global company.
Hello Ronald, thanks for your insights. I have to admit that I never talked with Fuji Cho or Akio Toyoda myself, but I talked with lots of people that have. I have heard only good things about Cho, he is considered to be a great president. As for Akio, it is a very mixed response. Some people think he does what is needed even though it is not always pleasant, and e.g. the design of Toyota is improving. But the majority painted a negative picture about his influence on the top management and thereby on all of Toyota. I am seriously worried that he will kill the culture that enabled Toyota to become (in my view) the greatest car maker (currently). Again, many thanks for sharing!
Thank you for sharing your insights. It has been my frequent observation that every lean company has team leaders, but not every company that has team leaders is lean. The training and development of team leaders is another topic I would like to see compared across companies. I would also like to see your observations on value add versus the Habour Report to see if the results correlate.
Lean is a lot about problem solving and problem prevention, and this needs manpower. many western companies shop floor supervisors are so overloaded with work that they have no time for anything but a quick fix, hence the problem repeat. As for training: See my article on “Operator Training at Toyota and Scania“
Christoph, first, great post. Very informative.
I have two questions. The first is about your methodology for determining value-adding and non-value-adding time. Are you confident that your methodology is a reliable indicator. I am asking because it seems to me that in order for it to be reliable you would need to be sure that a) you are observing the exact same operations (installing doors for example, versus casting or the paint shop. I would assume that within any plant you would have different results in different operations. b) work activities varies in operations depending on cycles of new model start up, new equipment installation, etc. etc. Are these held constant in your observations? And third (not to be a pain in the…), if I understand correctly, these are observations conducted only by yourself. Since they are behavioral observations would you not need inter-rater reliability to validate them. In asking these questions I am not challenging the outcome since I have no basis to do that, but I am wondering how much stock to put in this data.
Second question about team leaders: The term team leader is used in different ways in different companies. I was involved at Honda some years ago and they had a “team coordinator” who was the first level salaried position. A team coordinator might have three teams for which he was responsible. On each team there might be (I have seen this in a number of companies) an hourly “team lead” who may even be elected or rotated among the hourly team members. So, when you looked at the number of team members per team leader are you confident that you were comparing apples to apples, comparable structures and use of the term?
Thanks and again your blog is very informative.
Larry Miller
Hi Larry, first of all I consider it very healthy to question and trying to understand the method used to create shop floor related numbers (or any number for that matter). You can create almost any result by “tweaking” the conditions, which is commonly done on the shop floor to improve someone’s career. For a sarcastic post on that see “How to Misguide Your Visitor – or What Not to Pay Attention to During a Plant Visit!” and “Top Three Methods on how to Fudge Your OEE”
As for you question: It is comparable for similar systems, and definitely comparable for final assembly lines in automotive. All the assembly lines I visited had a work sequence consisting of a combination of “worker pick up material, walk to car, attach part, attach next part, wait for next vehicle, etc.”. (I noted it if it was not a final assembly but e.g. a door or engine assembly). The method is not comparable for more automated system, e.g. milling of engine blocks, where the worker waits a long time for a machine to have problems and then fixes it, i.e. they would have 100% non-value-add. My data is from different sections along the lines of different workers doing different steps. I don’t want to compare workers doing the same task, but want to compare how well companies set up the assembly line for their workers overall, and I think the approach works quite well.
On team leaders: I tried to figure out the lowest level supervisor that is not assembling full time but is there to help with trouble or if someone needs a bathroom break or so. As such I am dependent on the knowledge of the person talking to me (and my Japanese language skills). I believe the data is as good as I can make it considering the circumstances, but cannot guarantee accuraccy for every plant I visited.
Hope this helps, keep on reading
Chris
Third Generation often seems a problem. Out of touch, lack empathy, elitists, spoiled rich kid. Seems Henry III similar problem for Ford. Remember Ford “Quality Job 1”? Henry III thought factory workers bonuses too high and should have gone to management. So he changed it. Only my poor memory, perhaps others can verify.
There is a saying in Germany: Thefirst generation builds it, the second maintains it, the third one destroys it. On a side note: Akio is the fourth in the Toyoda dynasty: Sakichi –> Kiichiro –> Shoichiro –> Akio
This is very interesting but sad!
The culture is the core of a good system.
I like so much worke in toyota motor company .it is my only one dreame.
My 2 cents:
Great article!
“Akio also seems to put much more emphasis on product development than on production. While previously these two departments had equal power, nowadays production management is falling behind, receiving less budget, personnel, and attention. It is also more difficult to make a career out of production. There are not many directors left that come from production. I have been told that as a result, the production performance suffers.”
Sadly this is increasingly becoming a trend across multiple industries. If you need to grow in career, there is way less avenues in manufacturing. Manufacturing/production is deemed as old school which is so opposite to the truth of advancements and innovation carried by the small companies revolutionizing every day activities with Kaizen!
The field is also getting deemed as non glamorous among millennials and hiring becomes an issue leading to overloaded supervisors leading to a culture of quick fixes and fire fight. Not sure what the end answer is but I love manufacturing!