
 When setting up a new production – or even when rearranging an existing production – one important decision is how to arrange your processes. I have written a lot on line layout, but this post will look at how the arrangement of lines evolved at Toyota. Some of their insights are now accepted wisdoms in lean, but many companies still struggle with it. This post also looks into the manning of machines, especially multi-machine handling. The blog post is based on the appendix in the Toyota Handbook from 1973.
When setting up a new production – or even when rearranging an existing production – one important decision is how to arrange your processes. I have written a lot on line layout, but this post will look at how the arrangement of lines evolved at Toyota. Some of their insights are now accepted wisdoms in lean, but many companies still struggle with it. This post also looks into the manning of machines, especially multi-machine handling. The blog post is based on the appendix in the Toyota Handbook from 1973.
One Person per Process
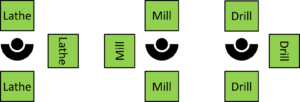
 Toyota started out like many other companies, as a job shop. They had different processes, and one person was assigned one process. This is common, as it is the most intuitive way to set things up. The worker puts a part in the machine, starts the machine, and waits for the machine to complete its task before removing the part and adding the next part. The benefit of this approach is that it is easy to set up. It is also perceived to be easy to control, but as we will see later with the arrangement in sequence, there are better options.
Toyota started out like many other companies, as a job shop. They had different processes, and one person was assigned one process. This is common, as it is the most intuitive way to set things up. The worker puts a part in the machine, starts the machine, and waits for the machine to complete its task before removing the part and adding the next part. The benefit of this approach is that it is easy to set up. It is also perceived to be easy to control, but as we will see later with the arrangement in sequence, there are better options.
In any case, this is often not a good way to organize machines. The obvious problem is that the workers have to wait, which is idle time and one of the seven types of waste (muda). It costs the company money, with no benefit for the customer and hence no benefit for the company.

When Toyota started out, they had their parts in boxes on the floor, which resulted in quite a bit of walking and searching. Ergonomics was not really considered, and the workplace was set up simply however the machine was designed. The workspaces were at different and often uncomfortable heights. A separate quality inspector was in charge of quality, before the material was moved to the warehouse and later to the assembly line. The attitude at that time was that a station with few completed goods was slacking off, and workers always tried to have a pile of completed products to show how much work they did. It was believed that “the more you have, the better.”
If you are at least somewhat familiar with lean, the above paragraph should have set off multiple alarm bells in your head. Yes, even Toyota started out not lean (at least partially because they invented lean as they went along improving their production system). This example here is for the machining division, but they found similar situations in many locations in different plants.
Multiple Processes per Person
 The intuitive next step is to have one person handle multiple machines. While one machine is processing, the other machine is loaded or unloaded. This reduces the waiting time and hence the waste. The first picture here shows workers handling two machines. The two machines could be cattycorner or opposite to each other. The “corner” solution may have less walking or moving of the operator. The “opposite” solution may have easier access for inbound and outbound material. Either way works, and your situation will determine which one is better.
The intuitive next step is to have one person handle multiple machines. While one machine is processing, the other machine is loaded or unloaded. This reduces the waiting time and hence the waste. The first picture here shows workers handling two machines. The two machines could be cattycorner or opposite to each other. The “corner” solution may have less walking or moving of the operator. The “opposite” solution may have easier access for inbound and outbound material. Either way works, and your situation will determine which one is better.
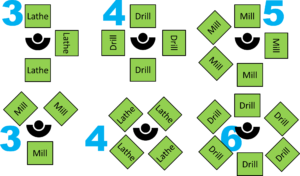
 You can also try to have a worker handle three machines, as shown here. Depending on the arrangement of the machines, the material flow of inbound and outbound parts may be a bit more challenging, especially for larger parts.
You can also try to have a worker handle three machines, as shown here. Depending on the arrangement of the machines, the material flow of inbound and outbound parts may be a bit more challenging, especially for larger parts.
You could also imagine workers handling four, five, and six different machines. This also raises the question of the material flow. As for the number of machines, theoretically, a worker can handle a large number of processes, with the drawback that these processes may have to wait a long time for the worker come back.
Number of Processes for One Person
 This brings up the question: how many machines should you have for a worker? This could depend on the work content for loading/unloading, and the actual machining time without a worker. If you have too many machines, the machines have to wait for the worker. This would under-utilize the machines, which is not ideal. If you have too few machines, the worker has to wait for the machine. This would under-utilize the worker, which is also not ideal. In lean, the time of the worker is considered much more valuable than the time of the machine. If you have a choice, you should rather have the machine wait for the worker than the worker for the machine.
This brings up the question: how many machines should you have for a worker? This could depend on the work content for loading/unloading, and the actual machining time without a worker. If you have too many machines, the machines have to wait for the worker. This would under-utilize the machines, which is not ideal. If you have too few machines, the worker has to wait for the machine. This would under-utilize the worker, which is also not ideal. In lean, the time of the worker is considered much more valuable than the time of the machine. If you have a choice, you should rather have the machine wait for the worker than the worker for the machine.
Now, you could think that the ideal situation is a perfect match: the worker never has to wait for the machine, and the machine never has to wait for the worker. This thinking is a common pitfall! First, consider fluctuations (or mura if you will). Due to fluctuations, sometimes the machine is faster, sometimes slower. Even more so for the worker, who sometimes is faster and sometimes is slower (maybe he got disrupted, or there was a side job that needed to be done like taking away packaging material, etc.). Since the time of the worker is more valuable and (usually) more expensive, the machines should be faster. Even with some (normal) fluctuations, the worker should not wait for the machine. Instead, the machine should wait for the worker. Only for larger and unusual fluctuations (e.g., a breakdown) should the worker wait for the machine.

Now you could think, Okay, I will set up the system so that the worker is almost always busy, and the machines may have occasional waiting times due to fluctuations. Better, but still one major flaw: your target speed is not the worker utilization. Your target speed is the customer takt! You should set up the entire system to match the customer takt. Of course, within this customer takt your worker should still not be idling, but the guiding target is the customer takt! For a more detailed explanation on how Toyota matches the production system to the customer takt, see my post on the Standard Work Combination Table.
In my next post I will continue the story of how Toyota evolved over time, starting with some highly suggested features for multi-machine handling. Your company probably also did not hit perfection on the first try, but needed multiple iterations and continuous improvement. And, since no company is ever perfect, this need for continuous improvement never stops, not even at Toyota. Now, go out, evolve your company, and organize your industry!
Source
Toyota Motor Corporation. 1973. Toyota Production System Handbook, Appendix. Translated by Mark Warren.
Hi Chris,
I happened to read this post only today after almost one and a half years since you posted it. Please excuse me for this.
I have a doubt on the following statement of your post.
Quote:
“If you have a choice, you should rather have the machine wait for the worker than the worker for the machine.”
Unquote
Does this apply to Low Cost locations. Companies migrate to Low Cost Countries mainly because of lower salaries for employees. In such cases if the Machine hour Rate(say Euro or Dollar/ Hour ) is significantly more than the wages/ hour, will it make sense to make the machine wait. Especially, if you are making a machine wait, it may have a consequential effect on all the downstream process also having to wait.
Request your views.
Regards,
B. Jayaraman
Hello Jay, good question as always. At Toyota, having the worker wait is seen as a sign of disrespect for the worker. However, this may apply more to a situation with a single machine. If there is one big and expensive machine (e.g. a paper mill), or if the process cannot be stopped (e.g. an automotive paint shop), you probably don’t want to stop the process for the worker, but rather the other way round.