
 Pull systems like kanban and reorder point are a cornerstone of inventory management and fluctuation reduction in lean manufacturing. The production is managed based on ACTUAL consumption. Theoretically, it is also possible to include expected but not yet actual consumption. In this post, I will explain to you the concept behind it and why I think it is a bad idea…
Pull systems like kanban and reorder point are a cornerstone of inventory management and fluctuation reduction in lean manufacturing. The production is managed based on ACTUAL consumption. Theoretically, it is also possible to include expected but not yet actual consumption. In this post, I will explain to you the concept behind it and why I think it is a bad idea…
Introduction
Pull is mostly a way to manage your inventory. You set an upper limit (e.g., through the number of kanban) and always try to fill up to that limit. If a part or product leaves the system, the kanban card goes back to be replenished. This way, a pull system reacts to actual demand since it only reproduces if an item is actually consumed. The animation below shows a simplified system, where the customer picks up a part every two seconds, after which the kanban goes back for reproduction.

All pull systems have this upper limit on inventory (or work content), and whenever an item leaves the system, a signal is generated to replenish the item. This is true no matter whether it is a kanban system, a CONWIP system, a reorder point, or one of the lesser known ones like POLCA, drum buffer rope, or COBACABANA (for more on this, I recommend my award-winning book, All About Pull Production).
What about Expected Demand?
Now imagine the following scenario: You have a kanban system that produces make-to-stock parts. You have products in your inventory. Normally, when the customer buys a part, you remove the kanban, deliver the part, and replenish using the kanban signal.
However, your customer has committed to purchase products for next week. Wouldn’t it be smart to already take the products out of the inventory to set them aside for the customer so you can start reproducing parts already? (Spoiler: No, it is not!). This example is illustrated below. We have three completed blue balls in our kanban system. The customer promises to buy those three balls next week. Hence, we could set these three balls aside for the promised demand and initiate reproduction already, as shown in the right half of the illustration.

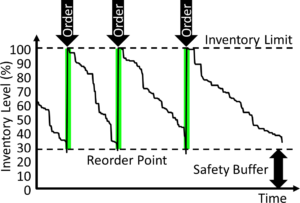 Another common example is the reorder point system, often used for purchased parts, where you also always merely refill to the target inventory. Whenever the sum of the actual inventory and the open orders for new material fall below the reorder point, a new order for material is issued to bring it back to the target inventory limit.
Another common example is the reorder point system, often used for purchased parts, where you also always merely refill to the target inventory. Whenever the sum of the actual inventory and the open orders for new material fall below the reorder point, a new order for material is issued to bring it back to the target inventory limit.
Here, too, the common misconception is to subtract expected orders from the current inventory. You have the parts already, but you expect or are promised another order soon. Hence, you already include those expected demand in the order for even more material.
Why You (May Think) It Is Good
 I have the feeling a lot of people could like this idea. You know the customer demand will materialize, which allows you to start the work already and get ahead of the demand curve. Workers can produce parts earlier, which frees up capacity later and can avoid all kinds of problems. It is especially useful to reduce the likelihood of stock-outs.
I have the feeling a lot of people could like this idea. You know the customer demand will materialize, which allows you to start the work already and get ahead of the demand curve. Workers can produce parts earlier, which frees up capacity later and can avoid all kinds of problems. It is especially useful to reduce the likelihood of stock-outs.
Why It Is NOT Good!
Unfortunately, this approach to produce based on promised or estimated demand is highly flawed. Let’s start with a quote from Taiichi Ohno, the godfather of the Toyota production system, and hence lean manufacturing:
Produce only what is needed, when it is needed, and in the amount needed.
Starting production already based on only promised demand is highly risky. The perceived advantage is exactly its flaws: You build up inventory! “Inventory is good” is the common logical trap that many fall for when running production.

No, inventory is a cost, and not even a small one. Having inventory can easily cost 30-70% of its value per year. The purpose of inventory is to reduce fluctuations, not to be increased. You should have the minimum inventory needed to cover (most?) fluctuations, not more.
The misconception comes from the pain people on the shop floor experience if they run out of products or miss deliveries, which can cause a lot of stress. On the other hand, the constant bleeding of money for having inventory doesn’t cause pain on the shop floor, it hurts “only” the bottom line. Hence, the shop floor often seeks safety in inventory, but this is misguided. On top of that, it can hurt quality and make the entire system sluggish. All of these negative effects are there, but hard to measure or even see.
 It also increases the risk. What if the order does not come? The customer promised to order, but he changed its mind. Your sales department expected an increase in demand, but it did not happen. Now you have an excess inventory and hence cost. To reduce this inventory again, you may have to reduce production capacity. This, in turn, increases fluctuation. One week production was rushing to fulfill the (expected) demand, next week they are idling because the expectation turned out to be incorrect.
It also increases the risk. What if the order does not come? The customer promised to order, but he changed its mind. Your sales department expected an increase in demand, but it did not happen. Now you have an excess inventory and hence cost. To reduce this inventory again, you may have to reduce production capacity. This, in turn, increases fluctuation. One week production was rushing to fulfill the (expected) demand, next week they are idling because the expectation turned out to be incorrect.
The Proper Way to Do This
 Sometimes, however, you need to prepare for expected demand, even though it has not yet realized. Key examples are seasonality, or a new product launch. With seasonality, you may not have the capacity to fulfill peak demand. With a product launch, you may have a lot of customers eager for the product on day one. However, simply putting parts outside of the pull system is a very inelegant way to do this. The proper way is to simply adjust the inventory limit of your pull system. Increase the number of kanban or increase the target inventory of your reorder point.
Sometimes, however, you need to prepare for expected demand, even though it has not yet realized. Key examples are seasonality, or a new product launch. With seasonality, you may not have the capacity to fulfill peak demand. With a product launch, you may have a lot of customers eager for the product on day one. However, simply putting parts outside of the pull system is a very inelegant way to do this. The proper way is to simply adjust the inventory limit of your pull system. Increase the number of kanban or increase the target inventory of your reorder point.
Important: This is not for short-term changes. A pull system values stability and consistency. If you adjust the inventory limits twice per week, it just creates chaos. A pull system is not a sports car that can zigzag around. It is more like a tanker that goes steady… and that is what you want for production. Stable and steady makes for an efficient production!
Overall, all your inventory should be properly within a pull system. If there are longer-term changes, you can adjust the inventory limit. But do not take parts out of the system on the hunch that you may (or may not) sell it soon. This just creates fluctuations and problems. Now, go out, keep your production stable, and organize your industry!
Pull System is a very good visual indicator also, this can be used not just for inventory but for all types of areas Production, Quality, HSE, Procurement, etc…
What drives you to do something with out realising is a Pull System also, Green and Red indicators to tell you whether or not you need to top your parts up or order stationary.
Fantastic Tool to be used and utilised.