
 In meinem letzten Beitrag habe ich einen schnellen und einfachen Ansatz beschrieben, um den Prozentsatz der Wertschöpfung (d. h. die Effizienz) manueller Arbeit zu schätzen. Der Wert ist zwar nicht überragend genau, aber es ist eine Messung, die Sie schnell und einfach vornehmen können, auch wenn es sich nur um einen manuellen Arbeitsplatz handelt. Man zählt einfach, wann eine Person einen Mehrwert schafft (Wertschöpfung) und wann nicht (d. h. Verschwendung). In diesem Beitrag wird näher darauf eingegangen, welche Zahlen zu erwarten sind und was als Nächstes zu tun ist, wenn Sie diesen Prozentsatz der wertschöpfenden Zeit erhöhen wollen. Werfen wir einen Blick darauf:
In meinem letzten Beitrag habe ich einen schnellen und einfachen Ansatz beschrieben, um den Prozentsatz der Wertschöpfung (d. h. die Effizienz) manueller Arbeit zu schätzen. Der Wert ist zwar nicht überragend genau, aber es ist eine Messung, die Sie schnell und einfach vornehmen können, auch wenn es sich nur um einen manuellen Arbeitsplatz handelt. Man zählt einfach, wann eine Person einen Mehrwert schafft (Wertschöpfung) und wann nicht (d. h. Verschwendung). In diesem Beitrag wird näher darauf eingegangen, welche Zahlen zu erwarten sind und was als Nächstes zu tun ist, wenn Sie diesen Prozentsatz der wertschöpfenden Zeit erhöhen wollen. Werfen wir einen Blick darauf:
Welche Werte zu erwarten sind
Nachdem ich in meinem letzten Beitrag den Prozentsatz der Wertschöpfung gemessen habe, stellt sich die Frage, wie viel Prozent der Zeit Ihre Mitarbeiter wertschöpfend tätig sein sollen Das ist ganz einfach. Das ultimative Ziel der Wertschöpfung liegt bei 100 %. Leider werden Sie nie 100 % erreichen, und es ist ein ständiger Kampf, auch nur in die Nähe dieses Wertes zu kommen (es sei denn, Sie fälschen Ihre Statistiken).
Welche Werte können Sie also erwarten? Ich habe diese Analyse für zahlreiche Automobilwerke in Japan durchgeführt, darunter auch Toyota. Das unten stehende Diagramm gibt einen Überblick. Sie können sehen, dass die besten Werke 80 % erreichen. Im Durchschnitt war Nissan mit rund 70 % Wertschöpfungszeit in zwei Werken das beste Unternehmen, obwohl die Endmontagelinien in Takaoka und Tsutsumi mit 75-80 % Wertschöpfung leicht darüber lagen. (Weitere Informationen zu diesen Werken finden Sie in meiner Grand Tour of Japanese Automotive)
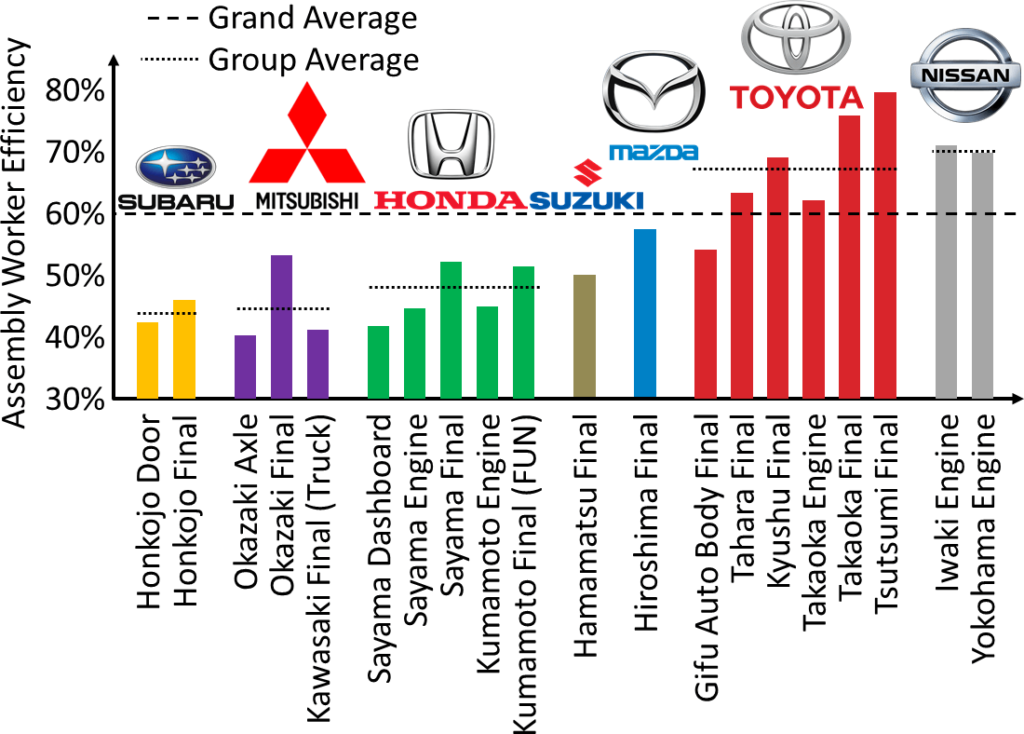 Der Benchmark ist daher wahrscheinlich ein Prozentsatz der Wertschöpfung von etwa 80 %. Allerdings kann man nicht alle Werke mit demselben Maßstab messen. Ein hoher Prozentsatz der Wertschöpfung ist am einfachsten, wenn es sich um eine sich stark wiederholende Aufgabe mit kurzen Zykluszeiten und sehr ähnlichen Produkten handelt. Endmontagelinien in der Automobilindustrie fallen normalerweise in diese Kategorie.
Der Benchmark ist daher wahrscheinlich ein Prozentsatz der Wertschöpfung von etwa 80 %. Allerdings kann man nicht alle Werke mit demselben Maßstab messen. Ein hoher Prozentsatz der Wertschöpfung ist am einfachsten, wenn es sich um eine sich stark wiederholende Aufgabe mit kurzen Zykluszeiten und sehr ähnlichen Produkten handelt. Endmontagelinien in der Automobilindustrie fallen normalerweise in diese Kategorie.
 Das obige Diagramm enthält jedoch auch einige andere Fahrzeuglinien. Die Endmontagelinie bei Mitsubishi Kawasaki hat eine Wertschöpfung von nur 40 %. Auf dieser Linie werden jedoch keine PKW, sondern Lastkraftwagen hergestellt. Die Zykluszeit ist viel höher, die Produktvielfalt und der Arbeitsinhalt variieren viel stärker, es gibt mehr Fälle, in denen mehrere Arbeiter bei schweren Teilen zusammenarbeiten müssen, und insgesamt wäre es viel schwieriger, denselben Prozentsatz an Wertschöpfung zu erreichen. Ich schätze, dass eine Lkw-Montagelinie der Spitzenklasse vielleicht eine Wertschöpfung von 60 % aufweist. Ähnlich verhält es sich bei Honda Kumamoto, wo ebenfalls keine PKW, sondern Motorräder hergestellt werden. Auch hier gibt es mehr Vielfalt, obwohl die Zykluszeit mit der von PKW vergleichbar ist. Benchmark wäre für mich hier eine Wertschöpfung von etwa 70 %.
Das obige Diagramm enthält jedoch auch einige andere Fahrzeuglinien. Die Endmontagelinie bei Mitsubishi Kawasaki hat eine Wertschöpfung von nur 40 %. Auf dieser Linie werden jedoch keine PKW, sondern Lastkraftwagen hergestellt. Die Zykluszeit ist viel höher, die Produktvielfalt und der Arbeitsinhalt variieren viel stärker, es gibt mehr Fälle, in denen mehrere Arbeiter bei schweren Teilen zusammenarbeiten müssen, und insgesamt wäre es viel schwieriger, denselben Prozentsatz an Wertschöpfung zu erreichen. Ich schätze, dass eine Lkw-Montagelinie der Spitzenklasse vielleicht eine Wertschöpfung von 60 % aufweist. Ähnlich verhält es sich bei Honda Kumamoto, wo ebenfalls keine PKW, sondern Motorräder hergestellt werden. Auch hier gibt es mehr Vielfalt, obwohl die Zykluszeit mit der von PKW vergleichbar ist. Benchmark wäre für mich hier eine Wertschöpfung von etwa 70 %.
Die obige Grafik zeigt nicht nur Endmontagelinien, sondern auch Vormontagen (z. B. Motoren, Achsen, Türen und Armaturenbretter). Diese haben oft eine ähnliche Komplexität und Zykluszeit wie die Endmontagelinie, aber die prozentuale Wertschöpfung ist in der Regel viel geringer als bei der entsprechenden Endmontagelinie. Der Unterschied liegt nicht im Produkt oder in der Geschwindigkeit, sondern in der Aufmerksamkeit des Managements. Je näher die Fertigung am Endprodukt ist, desto mehr Aufmerksamkeit erhält die Linie vom Management. Oft werden Endmontagelinien viel stärker optimiert als Vormontagen … und bis zu einem gewissen Grad ist dies auch gerechtfertigt, da die Endmontagelinie (normalerweise) einen viel größeren Einfluss auf das Endergebnis hat als die Vormontage. Wenn Sie die Effizienz Ihrer Endmontagelinie oder Ihrer Vormontage um 10 % verbessern könnten, welche würde es sein? Oft ist es die Endmontagelinie. Ich würde jedoch meine Erwartungen nicht nach unten korrigieren, nur weil die Unternehmensleitung beschlossen hat, woanders zu suchen.

Bei diesen Beispielen handelt es sich noch um hoch standardisierte Produkte mit einer schnellen Taktzeit. Am anderen Ende finden sich extrem kundenspezifische Produkte mit extrem langsamen Taktzeiten, wie z.B. Werkzeugmaschinen (Taktzeit 8 Stunden) oder Schiffbau (Taktzeit in Monaten). In diesem Fall wäre sogar ein Wirkungsgrad von 50 % recht gut. Oder Sie haben sicher schon Baustellen gesehen, auf denen viel mehr Arbeiter herumstehen oder allgemein Verschwendung produzieren, anstatt tatsächlich einen Mehrwert zu schaffen.
 Von einem Werkzeugmaschinenhersteller dieselbe Wertschöpfung von 80 % zu erwarten wie von einem Automobilmontageband wäre unfair gegenüber dem Werkzeugmaschinenhersteller. Selbst wenn es ihm gelänge, seinen Produktionsprozess auf 80 % Wertschöpfung zu optimieren, könnte die Optimierung viel mehr kosten als der Nutzen der wertschöpfenden Zeit. Der Best-of-Bench-Vergleich hängt stark von der Art des Produkts und der Montagelinie ab.
Von einem Werkzeugmaschinenhersteller dieselbe Wertschöpfung von 80 % zu erwarten wie von einem Automobilmontageband wäre unfair gegenüber dem Werkzeugmaschinenhersteller. Selbst wenn es ihm gelänge, seinen Produktionsprozess auf 80 % Wertschöpfung zu optimieren, könnte die Optimierung viel mehr kosten als der Nutzen der wertschöpfenden Zeit. Der Best-of-Bench-Vergleich hängt stark von der Art des Produkts und der Montagelinie ab.
Es stellt sich also die Frage: Welches Ziel ist das richtige für Sie? Das ist einfach: Wenn es ein Problem ist, dann ist das Ziel immer besser als das, was es derzeit ist. Wenn es kein Problem ist, dann konzentrieren Sie sich auf die Bereiche, die ein Problem darstellen. (Das gilt auch für andere Ziele. 😉 )
Effizienter werden
Effizienter zu werden bedeutet, den Prozentsatz der Wertschöpfung zu erhöhen, d. h. die Verschwendung zu verringern. In meinem letzten Beitrag habe ich eine kurze Animationsschleife eines Montageprozesses mit viel Verschwendung und nur 17,4 % Wertschöpfung gezeigt. Hier ist sie noch einmal:
Hier ist eine sehr ähnliche Animation, aber dieses Mal ist die Wartezeit eliminiert. Sehen Sie sich die Animation an und messen Sie selbst, wie viel weniger Verschwendung es gibt. Ich habe auch eine Messung durchgeführt, und die obige Animation hat nur 20,9 % Wertschöpfung, bei satten 79,1 % Verschwendung (35,6 % Bewegung und 43,6 % Transport). Dennoch ist sie besser als die Animation im letzten Blogbeitrag.

Schließlich die letzte von drei Animationen, bei der die Verschwendung noch weiter reduziert wird. Die Teile liegen jetzt viel näher am Fließband. Der Arbeiter braucht sich nicht mehr umzudrehen oder zu laufen, sondern greift sich einfach das nächste Dach von der darüber liegenden Materialversorgung. Dadurch wird die Verschwendung reduziert (natürlich unter der Voraussetzung, dass Sie die Aufgabe oft genug wiederholen, um den Aufwand für die Installation des Fließbandes zu rechtfertigen). Sie können die Wertschöpfung in diesen Animationen selbst zählen und den Prozentsatz der Wertschöpfung berechnen. Auch hier habe ich die Messung des prozentualen Anteils Wertschöpfung vorgenommen. Diese Animation ist mit 44,8 % Wertschöpfung viel besser. Die restlichen 55,2 % sind 19,0 % Bewegung und 36,2 % Transport. Wenn Sie das selbst messen, sollten Sie ähnliche Zahlen erhalten. Dennoch sind wir noch weit entfernt von Toyota mit bis zu 80 % Wertschöpfungszeit.
Insgesamt ist es durchaus möglich, Verschwendung und Wertschöpfung bei manueller Arbeit in der Fertigung schnell zu messen und zu verstehen. Dies ist der erste Schritt, um Ihr System zu verbessern und effizienter zu werden. Ich hoffe, dass dieser Ansatz auch Ihnen hilft, Ihre eigene Produktion zu verstehen und zu verbessern. Machen Sie sich auf den Weg, verstehen Sie die Verschwendung, reduzieren Sie sie und organisieren Sie Ihre Branche!
👍👍