
 This is the final post in this series on flexible manpower lines. Since we completed the example line in the last post, I will give you a brief theoretical run-down on how to divide the work among multiple people. I will also show you some easier-to-manage but maybe not-quite-as-efficient alternative options, the bucket brigade and the rabbit chase.
This is the final post in this series on flexible manpower lines. Since we completed the example line in the last post, I will give you a brief theoretical run-down on how to divide the work among multiple people. I will also show you some easier-to-manage but maybe not-quite-as-efficient alternative options, the bucket brigade and the rabbit chase.
How-To: Flexible Manpower Line
Now we have seen the organization of a flexible manpower line for an example with anywhere between one and six workers. Let me summarize the main points:
Use Standard Work Sheets
 Prepare a standard work production capacity sheet, create a layout (without adding the workers yet), and create a production capacity sheet (without the operation time chart yet). If these are unclear, check my series of posts starting with Toyota Standard Work Part 1: Production Capacity.
Prepare a standard work production capacity sheet, create a layout (without adding the workers yet), and create a production capacity sheet (without the operation time chart yet). If these are unclear, check my series of posts starting with Toyota Standard Work Part 1: Production Capacity.
To get a rough estimate of the possible takt times, take the total manual work content and divide it by the number of workers. Your takt time cannot be faster than this theoretical limit, and in all likelihood will be 10% to 20% slower than the theoretical limit due to walking time and uneven distribution of work.
Try Out Different Numbers of Operators

Pick the number of operators you want to investigate. Usually this may include a maximum number of operators, a minimum number of operators, and anything in between. Now try to divide the manual work in the stations equally among the workers, while keeping walking distances short. At the same time, make sure that the path of the workers does not overlap, and that the stations are in sequence with the material flow. If the paths of the workers overlap (as shown here in this terrible example), then you will have workers bumping into each other, and it will be very confusing. The walking distances will also increase. This may involve a bit of trial and error, testing different solutions.
If you have a nicely balanced line where every station has roughly the same work content, then you could make a quick check for possible solutions by checking the divisibility of the number of stations. If you have six equal stations, then your options are probably one, two, three, and six, since six can be divided by these numbers. On the other hand, if you have seven equal stations, it is more difficult, since seven is a prime number. It can be only divided by itself and by one. Hence your options are lines with seven people and with one person.
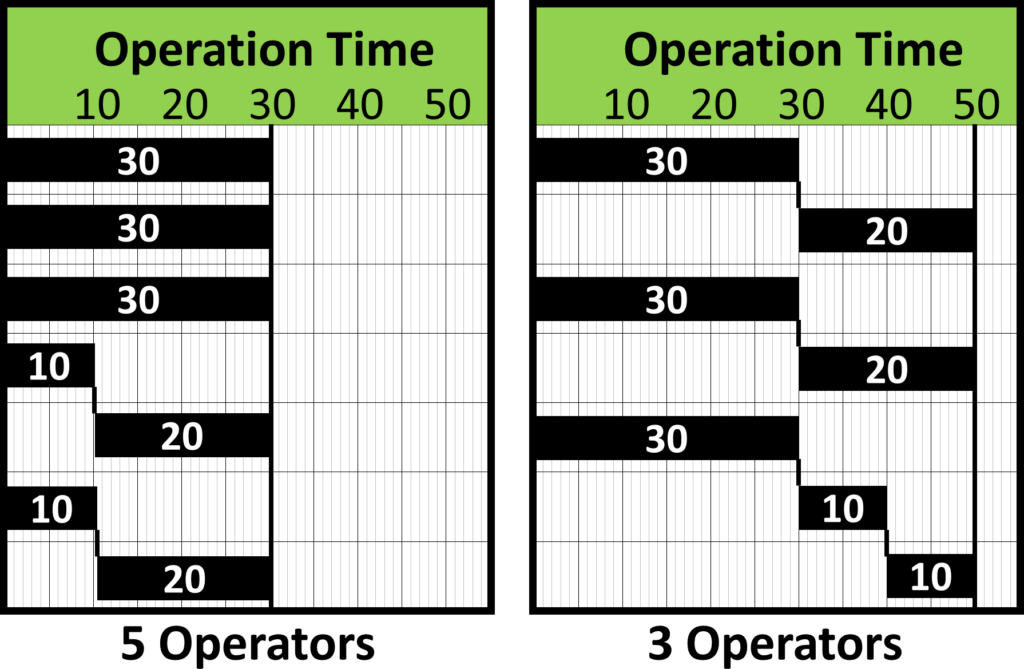
It helps if you have some stations at less than the line takt, where even in a fully manned line an operator is handling more than one process. These stations with small workloads help you make different numbers of manpower lines even if the number of stations is not easily divisible. Below is an example where a fully manned line would have five operators, a prime number. However, since some of these operators handle multiple stations, it is possible to run the line also with three workers efficiently (I ignored walking times for simplicity in the example below). Of course, there is also the option to have only one worker.
Optimize
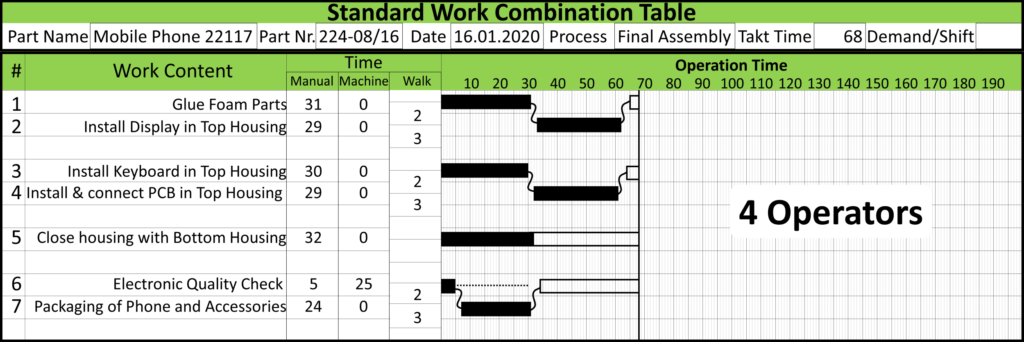
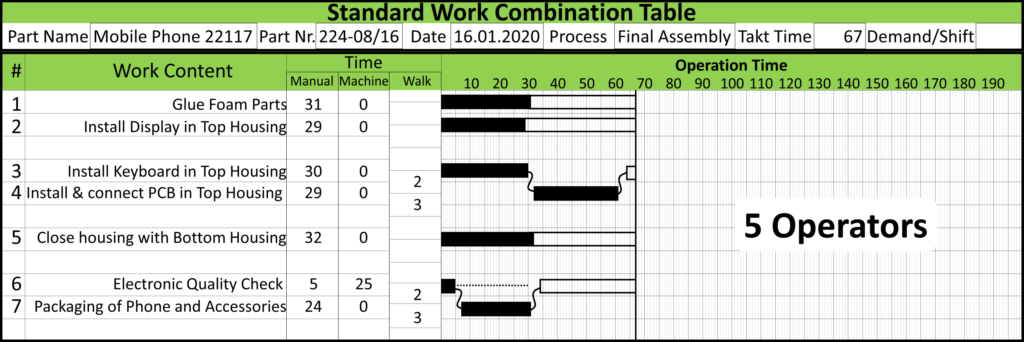
Also, never hesitate to optimize. As in the previous example shown once more below, if you happened to start a system with four workers, you would quickly find out that two of the workers have a lot of idle time. This would be a good point to improve the balancing and reduce one more worker. Similarly, if one worker has an excessive workload, it may make more sense to add one more worker. A flexible manpower line never works for all possible numbers of workers equally well. I highly recommend not wasting the time of your workers through waiting just to achieve a takt time target!
In any case, you hopefully end up with different setups that give you different takt times without wasting too much of your workers’ time by waiting. If your customer demand changes, then you can select the appropriate number of operators to get close to the customer takt. However, it is unlikely to match exactly. There will be probably some remaining differences which you may have to sort out through slightly increased or reduced work time, but this change in work time should be much less than without a flexible manpower line. After all, the benefit of a flexible manpower line is leveling!
Alternative Organizational Options
There are also a couple of other alternatives that have less management overhead, but can be slightly more confusing for the workers. These are:

The Rabbit Chase: Two or more workers always move in a circle and handle all processes in sequence. For details see my post The Lean Rabbit Chase in a U-Line.
The Bucket Brigade: Two or more workers move forward in the line, working on all processes until they meet the next worker (or the end of the line). In this case, they walk back without processing until they meet the previous worker (or the end of the line). In this case, they turn around and work their way forward again on all processes until they meet the next worker again. For details see my series of posts starting with The Lean Bucket Brigade, and also its variant One Up One Down.

For general advice on how to set up a line with workers handling multiple stations, especially on how to set up the workstations, check my post on The Chaku Chaku Line.
Notes on Implementation
 Finally, a few notes on implementation. If you set up a flexible manufacturing line, make sure to include one or more workers from this line in the process. They do know the line best, and can alert you to problems that you would have never thought of but which can create major problems during actual use. Be prepared, however, to overcome some resistance against change in general. Also, as always, follow the PDCA, and check after implementation if it actually works.
Finally, a few notes on implementation. If you set up a flexible manufacturing line, make sure to include one or more workers from this line in the process. They do know the line best, and can alert you to problems that you would have never thought of but which can create major problems during actual use. Be prepared, however, to overcome some resistance against change in general. Also, as always, follow the PDCA, and check after implementation if it actually works.
This concludes this small series on flexible manpower lines. Again, the main benefit here is the leveling of your production system. Now go out, level your production by adjusting the manpower to have your line takt match your customer takt, and organize your industry!
Thank you for sharing this Lean information. Currently attempting my Green Belt Certification, I found this post to be very helpful as I have yet to learn about flexible man power lines. I appreciate the images as they helped me breakdown how the lines are supposed to function in a facility.
Dear Christoph,
thanks for the excellent series of articles. The illustrations are very useful and I wanted to ask you how you made the work combination tables. I’ve seen that you also uploaded the template for the Toyota Standard Work Excel Spreadsheet (v04) but did you directly drew the lines for the MachineTime, WalkingTime, etc. in Excel based on the data or was it done manually afterwards?
Thanks!
Hi Bernd, I created the initial tables in excel, but then used powerpoint to add the lines and stuff. This is probably not a good way for industry, as it will take too much time. (but, undoubtedly, many companies put in much more effort in appearance than content). I recommend to print out the blank sheet, maybe with the text in the first four columns added already, and add the lines and stuff by pencil (which can be erased). This makes it much easier to work with and to try out different solutions. However, management (sometimes and unjustified) looks down on pencil documents. Depending on your management expectation you would have to find a way (and invest time) to make the final version pretty.