
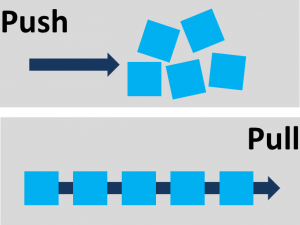
One of the key differences in lean production is to use pull production rather than push production. While pretty much everyone knows (at least in theory) how to implement it using kanban, the underlying fundamental differences are a bit more fuzzy. But what exactly is the difference between push and pull? Also, what makes pull systems so superior to push systems?
It turns out that most definitions are going in the wrong direction. Even the names “push” and “pull” are actually not well suited to describe the concept. Neither are common illustrations, including the one here in the upper left.
What It Is Not! – Common Misconceptions
Let me start you with a selection of different definitions of push and pull that I’ve found online. For each of them I selected one actual quote, although many more similar definitions could be found.
Misconception 1 – Make-to-Stock and Make-to-Order
"Push type" means "make-to-stock," in which the production is not based on actual demand. "Pull type" means "make-to-order," in which the production is based on actual demand. (Lean Manufacturing Japan)
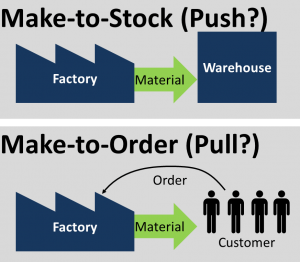
Often, push and pull are (incorrectly) explained through “make-to-stock” and “make-to order.” Supposedly, a push production creates products without having a specific customer request (make-to-stock). A pull production supposedly produces only if there is a request for a product by the end customer (make-to-order).
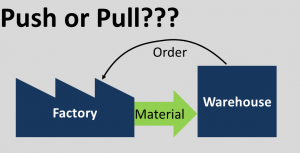
That is a simple but very flawed view of the difference between push and pull. Even Toyota produces some of their cars without a specific customer order, instead building up stock of popular models for walk-in customers. Hence, it is perfectly possible to produce make-to-stock using pull production.
On the other hand, using this definition, pull production would be centuries old, since make-to-order production is a very old concept. Every cobbler before the Industrial Revolution made shoes only if a customer requested them. However, these cobblers were anything but lean, and were usually surrounded by piles of material.
Sometimes it is attempted to correct the above definition by stating that the “order” in “make-to-order” does not have to be an end customer, but could be a stage in between. However, even for make-to-stock, somebody somewhere has to give the order to start producing. In this case, this “somebody” would be the customer, and any make-to-stock would be identical with make-to-order.
Misconception 2 – Market Forecast vs Actual Demand
Push Manufacturing: manufacturing activities are planned based on a market forecast[...]. Pull Manufacturing: manufacturing plan is based on actual customer demand. (Lean Enterprises Blog)
[Pull] means that no one upstream should produce a good or service until the customer downstream asks for it. (Womack and Jones in in Lean Thinking)
This (incorrect!) definition uses slightly different words but is otherwise similar to the make-to-stock and make-to-order definitions above. As shown by the second quote, even the best lean thinkers are muddled on this topic.
Misconception 3 – Direction of Information Flow
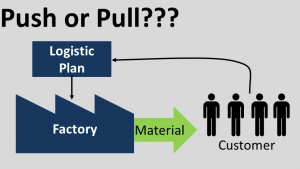
The difference between push and pull is the direction in which information and orders are forwarded. Push has a central logistic plan. Pull has an information flow opposite of the material flow. (Item24.de, translated by me)
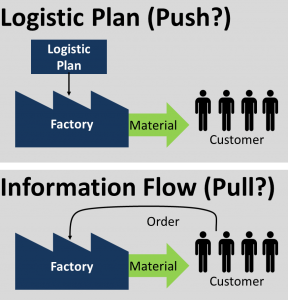
Often, the main difference between push and pull is seen as the difference between having a central logistic plan or information directly from the customers. If there is a central logistic plan, it is supposedly push. If the orders come directly from the customer, it is supposedly pull.
Yet here we have again the same problems as before. The logistic plan is not created out of thin air, but based on the demands of the customer. Depending on the customer demands and the lead time, the logistics department starts make-to-stock or make-to-order production.
Also, while a functioning kanban system is a pull system, it does not necessarily have to be based on paper kanban cards. A kanban system can also be digital using an ERP system, in which case the logistic plan would create its orders based on kanban. Hence you would have a pull system with a central logistic plan. Therefore this definition of push and pull does not work either.
Misconception 4 – MRP and Kanban
Push is MRP, pull is kanban (not really a quote, but often heard in industry).
Of all the views of push and pull, this one is at least partially correct. A well-implemented kanban system (i.e., not just a plant where every paper is miraculously called “kanban”) is indeed a pull system. However, it is not the only possible way to create a pull system. You could also use, for example, CONWIP.
Similarly, MRP can also be set up as a pull system using electronic kanban or similar methods. Hence, it is entirely feasible to implement pull using MRP.
What Is Really the Difference between Push and Pull?
All of the definitions above fail to capture the true essence of a pull system. The confusion probably stems from the rather unfortunate names “push” and “pull,” which are actually misleading. Regarding the true difference between push and pull, Hopp and Spearman are right on the money:
A pull production system is one that explicitly limits the amount of work in process that can be in the system. [...] a push production system is one that has no explicit limit on the amount of work in process that can be in the system. (Hopp and Spearman "To Pull or Not to Pull")
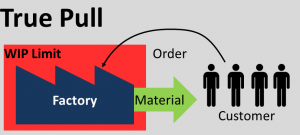
Yes, if you explicitly limit your work in progress (WIP), it is a pull system. If not, it is a push system. It has nothing to do with physical pulling or pushing of material or information.
For example, a kanban system has a fixed upper limit on the work in progress. You cannot have more material than what is allowed by the number of your kanban cards. This limit is explicitly defined (the number of kanban cards).
Of course, any shop floor has an upper limit. If all available space is crammed full with WIP, at one point the shop will stop production. However, this limit is not well defined as it depends on the creativity of the logistics people to find more spaces to put stuff. Additionally, this limit is usually much more than any sensible kanban system would allow.

A true pull system starts production only if the WIP limit has not yet been reached. For example, in a kanban system, if there is material in the supermarket at the end the customer can take a part, and a new order is released. If there is no material, then all the WIP allowed is already in the queue. The customer gets no part, and no new order is released.
Similarly for CONWIP systems, a backlog of open orders is only started if there is a free CONWIP card available (see Basics of CONWIP Systems for details). While an order is not rejected in a CONWIP system, it still has to wait until a WIP slot in the form of a free CONWIP card is available.
Summary
Overall, most sources and most practitioners define push and pull incorrectly, probably because the names “push” and “pull” are actually quite misleading. This confusion is quite unfortunate, since pull is one of the key elements of a successful production system. The main difference is the WIP limit. If you have an explicit WIP limit in your production, you have a pull system and hence have access to all the benefits of a lean pull production. If there is no explicit limit on WIP, it is a push system. See also my posts Different Ways to Establish a Pull System – Part 1 and Part 2.
I hope this was insightful for you. Now go out, limit your WIP, and organize your industry!
Selected Source:
Hopp, Wallace J., and Mark L. Spearman. “To Pull or Not to Pull: What Is the Question?” Manufacturing & Service Operations Management 6, No. 2 (April 1, 2004): 133–48. doi:10.1287/msom.1030.0028.
P.S. A Russian translation by Valery can be found here: Настоящая разница между выталкиванием и вытягиванием
Very. true, I have had an opportunity. to learn more about the public system by da use of kanban, and the drum buffer rope, whereby we created a material replenishment board for the top moving parts and implementing it realy worked. in terms of reducing WIP and it Assisted in a lot in scheduling on time and material shortage issues. where reduced
Many thanks. I also wrote about Drum Buffer Rope as an alternative to Kanban, although I prefer Kanban and CONWIP. See https://www.allaboutlean.com/drum-buffer-rope/
Great clarity, the two fundamental functions of Kanban are 1) It tells you what to make (When, What, How many) and 2) Prevents Overproduction (as you say by limiting W.I.P).
Thanks for the compliments 🙂 Pull is just great! (which is also the title of my next post next week).
Excellent post. I have a question: What is the “Pull” definition in downstream levels of a supply chain?
Thank you, Pablo. For me, the definition of pull being a cap on wip is regardless of your position in the supply chain. Hence, downstream from you it would also be a cap on wip. Same as your suppliers see you as their customer downstream.
I have some concerns with this oversimplification of the Push vs Pull definition. There are many production companies that have real limitations on WIP due to for instance limited number of production bins in circulation, yet they are not regarded as Pull companies. They don’t use kanban system, produce according to the forecast and have central planning unit. Yet when the production order starts, they have to make every care to get the product out (and release the bins) ASAP.
Hi Radovan, if they have a fixed upper limit on WIP (including finished goods), then they would be a Pull system. It does not matter if they work according to plan (make to stock) or based on direct orders (make to order). Due to the limit on WIP, they cannot produce more than the limit. I am aware that push/pull is often defined differently (see post above), but this explanation works best for me. In any case, thanks for commenting 🙂
Sorry for nagging, but I still believe it is simplification of the definition. Maybe I didn’t properly understood the definition, so can you provide me with an example of what would you then consider a proper “push” system for which WIP limit definition is applicable?
Hi Radovan, it’s not nagging, it is a good discussion. Science advances best if people with different opinions discuss their points, and I often learn quite a bit from questions. As for the definition: My main reference is the paper “To Pull or Not to Pull: What Is the Question” mentioned above in the post.
As for a “Push” system with a WIP limit: I don’t think there are any. If it has a WIP limit, it is pull. This way you avoid overstuffing your system. A second question, of course, is to produce “the right” products. Pretty much all systems, kanban and MRP, push or pull, aim to produce the right products. I think Kanban are a pretty nifty and robust way, and better than MRP, but the main advantage of a Kanban is in my view the limit on WIP.
Best wishes, Chris
Thanx for clarifiyng, I understand your definiton better, however, can you please discuss a real life example of a system that would fall into “Push” category? For instance, would you agree that bread bakery a commonly accepted model of Push system? I am afraid that by the definition from Hopp and Spearman, all production systems would be classified as pull systems, because you can argue there is always limit of WIP that can be had in any production system.
Hi Radovan, see my comment on your question on my other article. I enjoy the discussion 🙂
Thank you for this explanation. I guess, it was done like that in TAS CCEL Production even for non standard products : calculation of the WIP in the workshop by Logistic & planification with respect to customer need, taken also into account the levelling capacity, CONWIP to give autonomous of people and manage/visualise the flow in workshop, integrating red bins analysis.
It is never ‘Pull’ if you are just making something because you have space that lets you. It needs to be explicitly Customer driven.
Dave, wouldn’t that be just Make to order? With your description, any make to stock could not be pull. I disagree.
Making to replenish a supermarket is Pull – this is still Customer driven. (Only if the criteria that were used to set the supermarket levels remain valid i.e. effective takt has not changed.)
Making just because you can is never Pull.
But … Isn’t every production for the customer eventually? In this case all production would be automatically pull, because everybody wants to satisfy the customer demand.
Also, a FIFO lane gives a signal to the preceding process: If there is space, make a part. Hence, the preceding process produces if there is space, yet FIFO can be a complete valid part of a pull system. I still think your definition is ambiguous.
Now, what I find amazing is the persistence of the misconceptions you have just described. Hopp and Spearman article has been published more than a decade ago, 12 years to be precise, and yet while doing literature review for my thesis I stumbled upon numerous occurrences of equating push with MTS and pull with MTO.
Mr. Roser, I’d recommend you an article by Powell and Arica (2015), for which they conducted detailed literature review of various pull definitions and interpretations. From there, they go on to propose context-dependent definitions of pull, namely demand-pull, production-pull and plan-pull.
Powell, D. and Arica, E., 2015. To Pull or Not to Pull: A Concept Lost in Translation?. American Journal of Management, 15(2), pp.64-73.
Hi Bruno, thanks for the input. I regularly get disagreements on that based on “customer demand”, But this is either make to order vs. make to stock (for an actual existing order), or any production (since any production eventually wants to produce for the customer).
As for the Powell Article, what they call production pull probably comes closest, but in my view the “withdrawal” and “Direction of Information Flow” is not needed. For me, information always flows both directions. Thanks for pointing out the article, it is a quite thorough literature review.
Dear Mr. Christoph
Thanks for this amazing illustration. It is an interesting topic. I am dealing with this in my thesis, and to be frank the more I read, the more I am confused. I find lots of contradictions here and there. This drives me to a question. What would you describe the integration of MRP and Kanban ? Some authors, call for using MRP in a generic form, or monthly bases, and using Kanban on a daily bases.
First, what is your opinion about this integration ? and secondly, would you conciser this as a push plan pull execution system ? since we first plan through MRP, and execute through Kanban ?
Hi Farouq, MRP is a software system that (usually) can also do kanban. Some companies, however, try to keep such programs out of manufacturing since they can cause more problems than they solve. In any case, regardless if you use MRP push, MRP e-kanban pull, or classic Paper kanban pull, it is imperative that a process only receives one signal for production. The worst case is if a kanban tells the process to do A, but MRP tells the process to do B, which will lead to chaos.
Best wishes with your thesis 🙂
Chris
Thanks very much Prof. Christoph for this explanation. Well, so if the MRP was used to calculate the final assemblies only, and the Kanbans were used for manufacturing parts ” replanishing what has been taken away from the inventories of assembly” would that make sense to you ? in such usages of MRP, should I concider it as a push or pull system ? and how can the MRP limit the WIP in such situation ?
It seems you use MRP as a synonym to pull. Most MRP software can be set up to be pull or push. It is possible to combine a pull and a push system, where parts of the value stream are pull (in your case the components), and part is push (in your case the finished good). I kind of like starting kanban on the supply side, although in industry many start with the finished goods side since that’s where top management attention usually is and where careers are made 😉
Hello Professor Christoph,
I am curious about what you consider the perfect description of a pull and push system as defined by Hopp and Spearman; “A pull production system is one that explicitly limits the amount of work in process that can be in the system.” Where does this ‘limit’ come from? From forecasting based on how much product the company thinks it will sell, or is it based on actual sales and market analysis to determine how much product may be sold.
The reason for my question is because I worked for a company that manufactures and sells consumer electronic goods. The biggest issue they still face is excess inventory. Too much inventory at warehouses across the globe because the products are not selling as much as they hoped or forecasted. But this does not prevent them from running their mfg plants around the clock. If the warehouses are full of product why keep making more product? Shouldn’t the excess inventory be considered the ‘limit’ the WIP?
Regards,
Paul
Hello Paul, a pull system has a fixed limit, as you stated correctly. To determine this limit,however, is much more difficult. One way is the kanban formula. A better way, however, may be merely taking enough and then slowly reducing while observing the system. In any case, it is usually a very rough number, definitely not an accurate science.
Cheers,
Chris
Hi Chris….Very informative article. So, going by this new approach towards ‘Push’ and ‘Pull’,
an inbound contact centre is a pull since there are explicit limit on the no. of resources that can take customer calls at a given point in time and a self serve buffet in a restaurant will be push as it does not limit the no. of people taking food at a time?
Hi Romil, that is actually a good analogy! I like it!
WELL….AFTER THESE 29 PUSHING THOUGHTS I AM STILL PULLING WHICH SOFTWARE IS ACTUALLY THE MORE SUITABLE ONE !!
Hi Loray, a software by itself is not going to solve your problems. You need to know what kind of system you want, and then implement it (which may be through software).
Nice to read, hard to put in place.
I know this was written a while ago, but I really appreciate this article. I will say though that I do like the names “push” and “pull” in a sense.
Pulling a rope versus pushing a rope is a nice image for lean production. The rope naturally pulls taught. If you place multiple points of contact “driving the rope”, the only way to pull the rope taut is by having the downstream points applying as much or more force than the upstream points. When applied to manufacturing, the tautness results in less WIP and processes moving at identical speeds. When the rope is fully taut, you have one piece flow.
I agree the defining action of a pull system is that it explicitly limits WIP, but it sounds like the initial intention was less about limiting WIP and more about limiting the speed of the upstream processes. Most pull systems achieve that by removing the buffers that allow different rates of production to be sustained for longer periods of time. Without that buffer, there is no value to dedicating resources to improving a process that is already regularly being blocked by the downstream process, and balance should naturally result as the actual bottlenecks are made clearer by a lack of WIP covering them up.
In other words, if you attack WIP, you naturally work towards balance or pull because it makes that motivation stronger by eliminating your safety net for mistakes and the perceived reward for over production, where as if you start by attacking imbalance, there will be nothing motivating you to remove your safety net as it becomes less necessary.
So I guess my question is, do you see WIP as the waste that pull systems truly target or the imbalance that WIP hides?
Hi Mack, WIP is necessary. The question is: how much do you need, and how can you change your system to get away with less. Some people have a vision of zero WIP, but I don’t share that. For me, the bigger problem is the imbalance (mura), which causes a lot of subsequent problems, one of which is WIP.
Example of pull and push system please let me explain ant one
Hi Fawad, see for example Simple Triangle Kanban System for Office Supplies
Pull is product being pulled through the plant by a customer order, having it at each point in the stream when it’s ready and needed. Push is pushing product through the plant without regard for downstream readiness, creating bottlenecks because you don’t understand flow. Pull is flow, push is not. That’s the real difference. Its the same as filling your warehouse with raw material because you “got a good deal on it’ and then losing that advantage through overhead costs to store it, vs. setting up your raw material on kanban and getting what you need when you need it. That’s the crux of pull…getting what you need when you need it, where you need it.
Thx for the clarification… Very interesting post
I admit, I had understood it slightly wrong myself. Based on the descriptions and illustrations in most references, I’m not alone indeed. But it really makes sense. Thanks for this great clarification!
“Pull” is translated in Finnish references as “controlled with suction”. It’s not unambiguous either, however somewhat better than “pull” as emphasizing the notion of controlling in there.
One generalization I would make, though. The same effect of controlling WIP applies perfectly e.g. in service businesses where the flow element is a person or a work item (ticket), software development or even procuding a play for a theatre. Virtually any process I guess.
Given that, I’d replace “…the key elements of a successful manufacturing system” with … successful production (or any corresponding term?) in the summary.
Pretty obvious for all of us I’m sure, it just crossed my mind.
Hi Arto, thanks for the input. I changed “…the key elements of a successful manufacturing system…” to “…the key elements of a successful production system…”. Thanks for the suggestion 🙂
Thank you so much explaining this clear
Hello Cris: You always posted good articles. Thank you.
Definitely both systems push/pull produce flow in a production line.
Push is a randomly way that originated all the kinds of waste for instance is expensive for your Company to still keep it.
In an stable production area pull system works perfect. Pull method has three elements that make the difference with push way: Defined, Dedicated and Controlled (TPS).
Defined: Agreement with specified limits (Suplier and costumer) for example “One piece flow”.
Dedicated: Resources, locations, takt time.
Controlled: To maintain the agreement; maybe “Visual Control”.
In a Push system no have clearly agreements.
Hi Pedro, not sure if I understood or agree with your definition of pull. Your “Defined, Dedicated and Controlled” is for me to unprecise to clearly distinguish push and pull. I strongly believe in the upper limit on inventory as a definition of pull.
HI, can some one help me to shares the tools for get the actual demand correctly….
Hi Agus, demand prediction is always tricky. A not perfect but often useful way is to take last years demand and adjust for growth (shrinking). Obviously does not work for new products.
Hi Mr. Roser.
First of all, wonderful article. I do have one question. Your article seems too be heavily supported on the fact that Toyota, who introduced us TPS, produces cars without customer orders, which is certainly true BUT, and here’s the question, what makes you think they still follow a strictly pull system and that they don´t use a mixed system of mostly pull but with some push production like most modern big companies use today?
Hi Rafael, Toyota does use Pull throughout their value chain. Please note that they mostly produce make to stock, which can be compatible with pull. Pull is (almost always) better than push.
I have noticed a lot of comments in regards to whether a product is “Made To Stock” vs. “Made to Order” when determining if it is being Pushed or Pulled. The fact is; regardless of your business model, the idea behind the system is to create a value stream that is as lean as possible in order to avoid waste through over production.
So when you run a Kan-Ban at critical points in your process, the signal to produce cannot exceed the amount of actual cards in your system. Meaning; to produce more than what you have cards for would be “pushing”. Instead, as Lean Practitioners, we would want to look at if the amount of cards is adequate to meet the demands of the customer (assuming that demand has increased consistenly in this scenario).
When all those cards are used (regardless of MTS or MTO), that is a signal to not produce anymore until such time as they are needed. So making the right product at the right time, while meeting your agreed upon lead time is what makes something “pull’ instead of push.
(The agreed upon Lead Time is extremely important)
There are extreme cases of highly customized products where this becomes more difficult. But it is still possible to pull common items through inventory to reduce the amount of waste (think fasteners, tooling, etc.)
Thanks for your articles! Always grateful for the opportunity to deepen my learning. So… a fast food place, that has limits within their processes would still be considered Pull? i.e. pre-make up to 15 cheeseburgers and 10 hamburgers, no more. And the work is really understanding the right buffer size (depending on the time of day)?
It feels like ‘made to order’ still feels better (at least I like the thought that my order was the signal for cooking to begin). I suppose made to order in this case just might have a lower WIP limit?
But on some levels, those WIP limits are informed by their demand, be it forecasted or actual. This seems to be in line with misconception 2 that forecasted demand systems are push.
ergo (a bit of a scramble of thoughts here)… forecasted demand that informs and creates WIP limits would be a Pull system.
Is this consistent with your current line of thinking?
Thanks for your thoughts!!
Warmly,
Aric
Hi Chris, I read your post. I full agree on this definition of pull. I have also gone through factory physics paper on pull and was inspired to write about the push vs pull distinction. I believe, this mis-conception has prevented companies from adopting pull more widely. Hope there are more posts/books etc to make the message clear!! Thanks again.
– Lakshmi Subbaraya
Also, one of the primary contributor to this confusion is the term “Push-Pull” boundary based on CODP (Customer Order De-coupling Point). This should have been only called as “Make To Stock – Make To Order” boundary. That would have saved “Pull” from being equated to “Make To Order”. Also, another general misconception is forecast is only required for “Push” but not for “Pull”. Even to estimate the size of kanban or the WIP-Limit we must have a way to estimate what is the near-future demand is going to look like – this is then some kind of forecasting.
Hi Lakshmi,
Very good insights. The CODP (Customer Order De-coupling Point) is as you said a make-to stock and make-to order boundary. You can have both push or pull for both make-to-order MTO and make-to-stock MTS. A forecast is also needed for pull production (although only the MTS section needs a product dependent quantity, the MTO section needs only the overall workload. )
Cheers!
Chris, Thanks for your comments. I think the need of the hour is strict definitions for push and pull. I liked the idea of “Demand Pull” and “Production Pull” in the paper
Powell, D. and Arica, E., 2015. To Pull or Not to Pull: A Concept Lost in Translation?. American Journal of Management, 15(2), pp.64-73.
Atleast that saves us from equating MTO to Pull, by calling the customer pull as “Demand Pull”. The second issue that needs clarification/update is the common way to define MRP as forecast push and Lean as customer pull. And then going on to say there is no need of forecasts in Lean(Pull method) thus giving raise to all kinds of debates and arguments from the forecasting camp – who obviously feel offended by such statements!!
Hi Lakshmi, i think the distinction between “Demand Pull” and “Production Pull” is not really necessary. I find it more confusing than helpful. I would rather try to emphasize the main message that pull is an upper limit on WIP (or work content).
Still, a good discussion!
Hi Chris, Ok. Thank you!!
Dear Christoph,
Thank you very much for your articles, it is always crystal clear and very well illustrated, I learn a lot.
Regarding the difference between Push vs. Pull, this excerpt from Herbert Simon’s The Science of the Artificial made me think a lot :
“Few of the adaptive systems that have been forged by evolution or shaped by man depend on prediction as their main means for coping with the future. Two complementary mechanisms for dealing with changes in the external environment are often far more effective than prediction: homeostatic mechanisms that make the system relatively insensitive to the environment and retrospective feedback adjustment to the environment’s variation. Thus a stock of inventories permits a factory to operate without concern for very short-run fluctuations in product orders. Energy storage in the tissues of a predator enables it to cope with uncertainties in the availability of prey. A modest excess of capacity in electric generating plants avoids the need for precise estimation of peak loads. Homeostatic mechanisms are especially useful for handling short-range fluctuations in the environment, hence for making short-range prediction unnecessary. Feedback mechanisms, on the other hand, by continually responding to discrepancies between a system’s actual and desired states, adapt it to long-range fluctuations in the environment without forecasting. In whatever directions the environment changes, the feedback adjustment tracks it, with of course some delay. In domains where some reasonable degree of prediction is possible, a system’s adaptation to its environment can usually be improved by combining predictive control with homeostatic and feedback methods. It is well known in control theory, however, that active, feedforward control, using predictions, can throw a system into undamped oscillation unless the control responses are carefully designed to maintain stability. Because of the possible destabilizing effects of taking inaccurate predictive data too seriously, it is sometimes advantageous to omit prediction entirely, relying wholly on feedback, unless the quality of the predictions is high.”
This insight makes me say that Pull system definition is: A feedback loop controlling work released in the system. Pull systems release work into the system according to feedback loops: when inventory falls under a lower limit, when an order is complete… (ex: kanban, drum buffer rope, conwip, reorder points, DDMRP). So changes in a stock affect the flows into that same stock. However, How to anticipate a demand peak and produce in advance while you have enough capacity if you don’t trigger manufacturing orders based on previsions, but only based on the current consumption? Moreover, Because of feedback delays, by the time a problem becomes apparent it may be difficult to solve.
Here comes the push systems. Pure Push systems release work in the system based on anticipations/predictions/plans. Push systems do not decide according to past events, but according to future events which are uncertain. This is what MRP does as far as I know. By the way I read that MRP was invented when manufacturing companies used mainly reorder points to work (a pull or feedback system) and that the promise of MRP was to reduce inventory, because you don’t need so much inventory just in case, if you only work according to future demand, firm or anticipated). The problem with purely push system is that they release work in the system according to imperfect predictions, imperfect plans and imperfect models (false demand, false lead times, false bills of material, false capacity). Errors can be passed and amplified through the whole supply chain, excess inventory clogs the plant, management waste time and energy through expediting, lead times increase so you need further predictions, etc. crisis mode. Yet, if your anticipations and your models are reliable, it can help I guess.
In the end, as Herbert Simon said, Pull is usually better because even though it works on reaction mode, with few inventories reaction is quick (lead times are shorter). and a few adjustments every day to react to variation are enough to adapt and surf on medium and long term bigger changes in the environment, without relying too much on predictions.
Etienne
Hi Chris,
Great article. It seems to me that another embodiment of a pull production system is one where WIP is limited by production capacity. Somewhat like DBR, but also different because all operations limit production, not just an identified bottleneck. The signal to produce is sent upstream by a downstream operation when the downstream operation completes work and will hence be ready to produce more.
The system we have developed works this way.
Dale
Hi Dale, DBR als has a limit, but it is a workload limit. In terms of accuracy, this is better, but the effort to measure it is usually not worth the benefit. This falls in the group of “workload control” systems. DBR itself is not so good, since it focuses on the bottleneck, which I think is unnecessary here.
Hi Christoph,
Wonderful article and I like your take on push and pull. I was appalled at the definitions given by some reputed websites about push and pull.
In fact in the Lean Lexicon by Lean Enterprise Institute, under the definition of Pull, they very clearly state “Supermarket Pull System” and in Supermarkets that do have a stock of the product they produce and it is not made to order. So they use Supermarket and Pull together. !
Thanks
Pradeep
I believe true pull-system doesn’t exist in Lean environment, because of variability – supply doesn`t equal demand. It`s possible only then You manage system using spare capacity – spare capacity is against “Lean`s” metric like OEE.
I recommend read about pull-push POLCA system. It`s beyond DBR and CONWIP system.
Hello Karol, I strongly disagree with you (and I wrote the book on Pull and also exchanged extensively with Rajan Suri, the inventor of Polca, which is also featured in the book). POLCA is also a pull system, similar to CONWIP but with an overlap of the loops. It also has to handle variability (supply, demand, or source-make-deliver if you will).
Hi Christoph: Wouldnt be enough just saying?: “you pull when you produce goods with a specific customer order.” Even when you make to stock, you will start production on a minimum level to replenish customer orders.
Hello Nicolas, definitely no! You can easily imagine a situation where the customer orders overwhelm the capacity, but all orders are simply dumped on the shop floor. This is definitely not pull. Pull (for me) is an upper inventory limit with a system to replenish.