
![]() Almost a century ago, Toyota started to develop its Toyota Production System, the archetype of every lean manufacturing system. Almost every manufacturing company nowadays seems to try to implement lean manufacturing. At the same time, most also seem to fail miserably, creating a lot of huff and puff with little benefit. However, occasionally there are (very) few companies that have implemented lean manufacturing successfully. Trumpf and its Synchro production system is such a successful example of Lean manufacturing, and one of the finest production system for machine tool builders. Due to the length I have split this post into two parts, the second part being available here.
Almost a century ago, Toyota started to develop its Toyota Production System, the archetype of every lean manufacturing system. Almost every manufacturing company nowadays seems to try to implement lean manufacturing. At the same time, most also seem to fail miserably, creating a lot of huff and puff with little benefit. However, occasionally there are (very) few companies that have implemented lean manufacturing successfully. Trumpf and its Synchro production system is such a successful example of Lean manufacturing, and one of the finest production system for machine tool builders. Due to the length I have split this post into two parts, the second part being available here.
Information Flow
Visual Management during World War II – A Visit to the Lascaris War Rooms in Malta
 For larger improvement projects with a dedicated project team, there is frequently a “war room,” a conference room where all the project-related information and performance measures are kept. The name sounds cool and gives a certain air of focus to the project.
For larger improvement projects with a dedicated project team, there is frequently a “war room,” a conference room where all the project-related information and performance measures are kept. The name sounds cool and gives a certain air of focus to the project.
The name, however, comes from war rooms for real wars. Recently I had the chance to visit the Lascaris War Rooms in Malta, where I was able to see many tools and practices that are still common nowadays in manufacturing and project management.
Theory and Practice on FiFo Lanes – How Does FiFo Work in Lean Manufacturing?
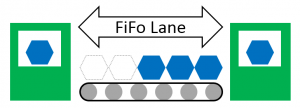 FiFo lanes are an important part of any lean material flow. They are a very simple way to define both the material flow and the information flow. In this post I want to tell you why to use FiFo, how to use FiFo, and the advantages of FiFo, as well as show you a few examples of FiFo lanes.
FiFo lanes are an important part of any lean material flow. They are a very simple way to define both the material flow and the information flow. In this post I want to tell you why to use FiFo, how to use FiFo, and the advantages of FiFo, as well as show you a few examples of FiFo lanes.
How Many Kanbans? – Estimation Approach and Maintenance

In my previous two posts, I described how to calculate the number of kanbans (Post 1 and Post 2). However, this calculation is complex, and the result is nothing more than a very rough estimate. Hence my preferred method for determining the number of kanbans is, broadly speaking, “just take enough, and then see if you can reduce them.” In this post, I would like to explain this approach and also discuss how and when to update the number of kanbans.
How Many Kanbans? – The Kanban Formula, Part 2
This is the second post on kanban calculation (if possible, please read the first post on kanban calculation first). There are two possible approaches. First, you can calculate the number of kanbans using a kanban formula (due to its length, split into a first post and this second post). Alternatively, you can estimate the number of kanbans and adjust the system as it is running (as shown in a third post).
How Many Kanbans? – The Kanban Formula, Part 1
One frequent and tricky question when designing a pull system is to determine how many kanbans to use in the system. There are two possible approaches. First, you can calculate the number of kanbans using a kanban formula. Due to the length of the process, I have broken this into two posts (For the second part click here). Alternatively, you can estimate the number of kanbans and adjust the system as it is running (as shown in a third post).
The Problem of Losing Kanban – Different Kanban Types
![]() Pull production using Kanban is one of the major achievements of the Toyota Production System and hence lean manufacturing. The work in progress is limited by the number of Kanban. Overproduction is avoided by producing only if a part is taken out of the supermarket and the Kanban card is returned to the start of production. However, this Kanban system works only if the Kanban returns to the start of production. Losing Kanban means not reproducing goods sold. In this post I would like to talk about different methods to prevent the loss of Kanban, including different Kanban types.
Pull production using Kanban is one of the major achievements of the Toyota Production System and hence lean manufacturing. The work in progress is limited by the number of Kanban. Overproduction is avoided by producing only if a part is taken out of the supermarket and the Kanban card is returned to the start of production. However, this Kanban system works only if the Kanban returns to the start of production. Losing Kanban means not reproducing goods sold. In this post I would like to talk about different methods to prevent the loss of Kanban, including different Kanban types.
Japanese Standard Pointing and Calling (Video)

During my last trip to Japan, I finally took videos capturing the Japanese Pointing-and-Calling standard. Pointing and calling is a safety standard that started with Japanese train operators but now is widely used in industry. The idea is that whenever you confirm something, you not only look at it, but also point at it and call out your observation.